Electrical discharge machining (EDM) is also known as electrical discharge machining or electro-erosion machining.

Principle
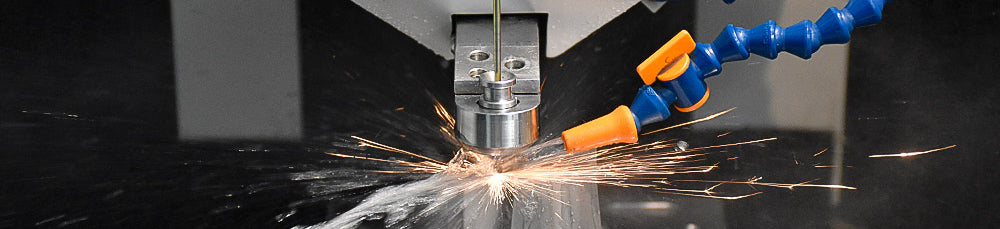
Many theories of electrospark machining have been established over the years, but most practices support the thermoelectric model, where heat and electrical energy work together. Electrospark machining is a machining method that uses pulse discharge between electrodes to generate local instantaneous high temperature (up to 8000°-12000°) to erode (electro-erode) metal materials. The high temperature generated by the instantaneous spark discharge between the tool electrode and the workpiece electrode is used to melt the material. The tool and the workpiece are connected to the two poles of the power supply and are immersed in a fluid medium with a certain degree of insulation (usually kerosene or mineral oil). The pulse voltage is applied between the two poles. When the tool electrode moves toward the workpiece electrode, the liquid medium at the nearest point between the poles is broken down to form a spark discharge. Since the cross-sectional area of the discharge channel is very small, the instantaneous high temperature in the channel causes the material to melt and vaporize. A single pulse can form a tiny pit on the surface of the workpiece, and the accumulation of countless pulses gradually melts the high points on the workpiece. As the tool electrode continuously feeds toward the workpiece, the shape of the tool electrode is copied on the workpiece. The metal particles generated during the processing are carried away by the flowing working fluid. At the same time, a small part of the total energy is also released to the tool electrode to form a certain tool loss.
Characteristics of electrical discharge machining (EDM)
1. It can process conductive materials that are difficult to cut, such as hardened steel, cemented carbide, stainless steel, industrial pure iron, etc.
2. The hardness of the tool can be lower than the hardness of the material being processed.
3. There is no significant mechanical cutting force during processing, which is conducive to the processing of small holes, narrow grooves, profile holes, curved holes and thin-walled parts, and is also suitable for precision and fine processing.
4. The pulse parameters can be adjusted arbitrarily. During processing, as long as the tool electrode is replaced or a stepped tool electrode is used, rough, semi-finishing and finishing can be performed continuously on the same machine tool.
5. Usually the efficiency is lower than cutting processing. Cutting can be used for rough processing first, and then EDM finishing can be used.
6. During the discharge process, part of the energy is consumed by the tool electrode, which leads to the consumption of the tool electrode and has a certain impact on the forming accuracy.
Application of EDM EDM is used in perforation processing, cavity processing, wire cutting processing, EDM grinding and boring processing, EDM development processing, surface strengthening, non-metallic EDM or for printing marks, engraving, running gear meshing parts, and removing taps or drills broken in parts.

Main applications of EDM technology:
EDM generates local high temperature between the tool electrode and the workpiece to melt and vaporize the material, thereby achieving the removal of metal materials. This method is suitable for processing materials that are difficult to process by traditional cutting methods, such as cemented carbide and stainless steel.
EDM can produce complex shapes and high-precision workpieces, especially suitable for mold manufacturing, medical equipment and aerospace.
Wire EDM
Wire EDM is a machining method that uses the principle of electric spark discharge to remove materials through relative movement between the wire tool electrode and the workpiece. This method is suitable for machining workpieces of various shapes and sizes, such as dies, holes, cavities, etc.
Electrodischarge grinding and boring
Electrodischarge grinding and boring are methods of precision machining using electrospark technology, suitable for machining high-precision and complex-shaped workpieces.
Electrodischarge deposition technology (ESD)
Electrodischarge deposition technology is a material surface modification and repair technology that improves the mechanical properties, corrosion resistance and aesthetics of the material by forming a coating on the surface of the substrate. This method is widely used in new materials, power, aviation, military and other industries.
Application in aerospace engines
In the field of aerospace, electrospark technology is used to manufacture integral turbine disks and other parts of complex shapes. Since electrospark machining can achieve multi-axis linkage motion control, it can solve the interference problem between the electrode and the blade during the machining of small channel blades, so it is a very reliable method for manufacturing integral turbine disks.
Other applications
Electrodischarge technology is also used in the fields of electrodischarge grinding, electrodischarge expansion processing, surface strengthening (such as high-speed quenching, nitriding, carburizing, etc.) and non-metallic electrodischarge processing.
Electrodischarge technology occupies an important position in the field of metal material processing due to its unique processing principle and wide range of applications. With the advancement of technology, the efficiency and precision of electrodischarge processing are constantly improving, and it is expected to play a greater role in the future.

Share:
Din Sint-D 32 Din 30910-4 Introduction
MIM 4605 vs MIM 4140