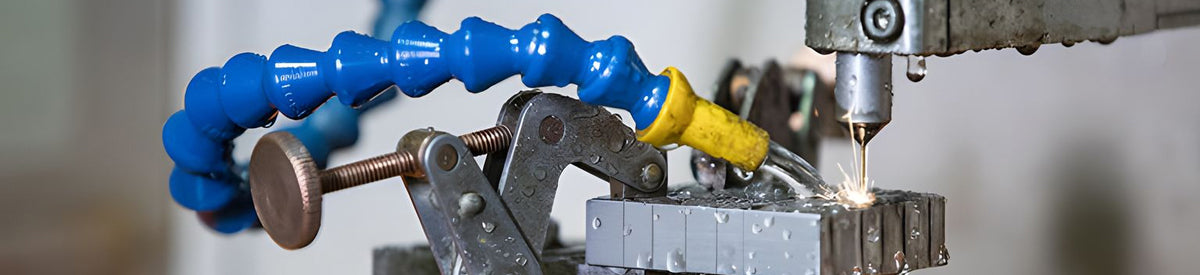
Electrical Discharge Machining (EDM) with different points. It is possible to use custom-made tools, silver, hard-cut steel, tool steel, hard alloy steel, etc. What is the principle of electric spark processing?

During electric spark processing, the tool is non-contact, and there is no interaction force during processing. There is a gap between the sword and the electric shock, and there is a gap between the spark and the spark. The gap is generally between 0.005-0.3mm, and can reach 0.5mm even larger. General land, sword making, Japanese direct current, electric power source, and construction work, Japanese electric power source, sword tool Japanese construction, charge and liquid. This tool is near construction, where the spark is generated in the gap, the spark is generated in the spark gap, the temperature is 8000-12000 degrees, the surface part of the construction is melted and steamed, so this electric spark processing is the result. Electric heat Corrosion processing. When the material is melted, the liquid is cooled and melted.
1. How is an electric spark productive?
At a certain point, the electric field strength in the area of the spark gap exceeds the electric power strength, the fluid is penetrated, the conductor is changed, the electric current flows into the form of a spark, and the electric force (sword tool) arrives at the work. .
2. What is the power level? Is it a taunt?
I know that the object is a semiconductive body, and the complete body is a semiconductive body. The conductor is capable of conducting electric current under general information, there are many factors inside it, freely moving electric particles (electronic current), only one external electric current (electronic station) is required, and the electric current is capable of forming a moving electric current.. The power of the electric power is the maximum power of the electric power that is maintained in a complete body.
As a result, the electric power is very large, the complete body can be changed and the guidance can be changed at this time. The popular understanding is that the electric power is high, and the complete body is "completely complete". · General solid-state drilling-free method with complete performance, using the drilling-free method. It is possible to pierce the liquid body and change the body. The electric spark processing, the electric current through the electric current, the electric current is permeated, the change guide body, the electric current through the electric current, the spark type discharge comes from the current, the electric current through the electric current is also changed into a closed body.
3. Is there a high demand for electricity?
Due to demand cooling of electric construction. Due to the short time of electricity, short spark time, insufficient heat capacity, the construction of the electricity is profound, and the micro-processing of the electricity is effective.

At the same time, during the power cut-off period, there is also an expedient for the flow of liquid to drain the material, and a new flow of liquid fills the spark gap. However, this process is very rapid, and the number of sparks during the electrical work is more than thousands of times per second, which is extremely high. 4.Is there any merit in electric spark processing?
Advantages: Processing material: How many electrical materials can be processed, no doubt about its fineness, hardness and fine structure. Matching hard material: Hard electrical material that can be processed without any method. · Construction work is non-formal change: The cutting force of this work is lost due to the physical contact of the tool and work, and the non-productive processing shape change.
Disadvantages: Non-electrical materials for use. The material removal speed is very high, the processing technology is not the same, and the material removal speed of the EDM machine is very fast. Due to the high demand for electricity, the EDM method ratio will increase further.

Share:
Introduction to Titanium Metal Injection Molding
The Significance of the Promotion of Powder Forging Technology