
MIM (metal injection molding) is a relatively less modern metal forming process that originated in the United States in the 1970s. This technology was originally used in aerospace and defense. After more than 50 years of development, its application areas have expanded to consumer electronics, semiconductors, automobiles, power tools, and medical industries.

In the medical industry, MIM parts have been used in the following fields, such as laparoscopic surgical robots (intuitive, etc.), surgical tools, endoscopes, dental consumables, and implants. Now that medical devices have entered the era of minimally invasive surgery, the smaller the size of the device, the farther it enters the cavity, and the less trauma to the patient. As a result, the size of the parts in the device is also required to be smaller and smaller. Micro MIM can just meet those scenarios with strict requirements on size and precision.
The production process of μ-MIM is the same as that of conventional MIM. First, metal powder is mixed with polymer binder, and then granulated. The pellets similar to plastic particles are formed by granulation, which is called Feedstock. This feedstock mixture is injected into the mold. After a certain period of time, the product is injection molded. At this time, the product is called Green
Parts. Next, the polymer binder is burned by high temperature, chemical or catalyst methods to make the metal powder bond together to form a dense metal part. Finally, through the post-processing steps, it may be machined to a specific position, concentricity and other dimensions, or laser laser engraved with a QR code, and shipped after inspection.
In terms of material application, micro-MIM and MIM can use the same materials, such as 304, 316, 17-4, titanium, nickel, tungsten and ceramics. Conventional MIM can use micro-MIM, and those who have requirements for biocompatibility can also choose the corresponding materials. It is worth mentioning that micro-MIM can also use PEEK material to produce non-metallic needles. The difference between micro MIM and traditional MIM lies in size and precision. From the table below, we can see that for some small-sized (less than 5 mm) parts, the tolerance of products produced by micro MIM process can be 1, while the conventional MIM process can only achieve 3; micro MIM has higher product density or part density, and finally micro MIM can be thinner in thin-wall design. To achieve such a fine level, there are high requirements for the maintenance of injection molding machines, the precision control of molds, the control of injection molding processes and the sintering process.
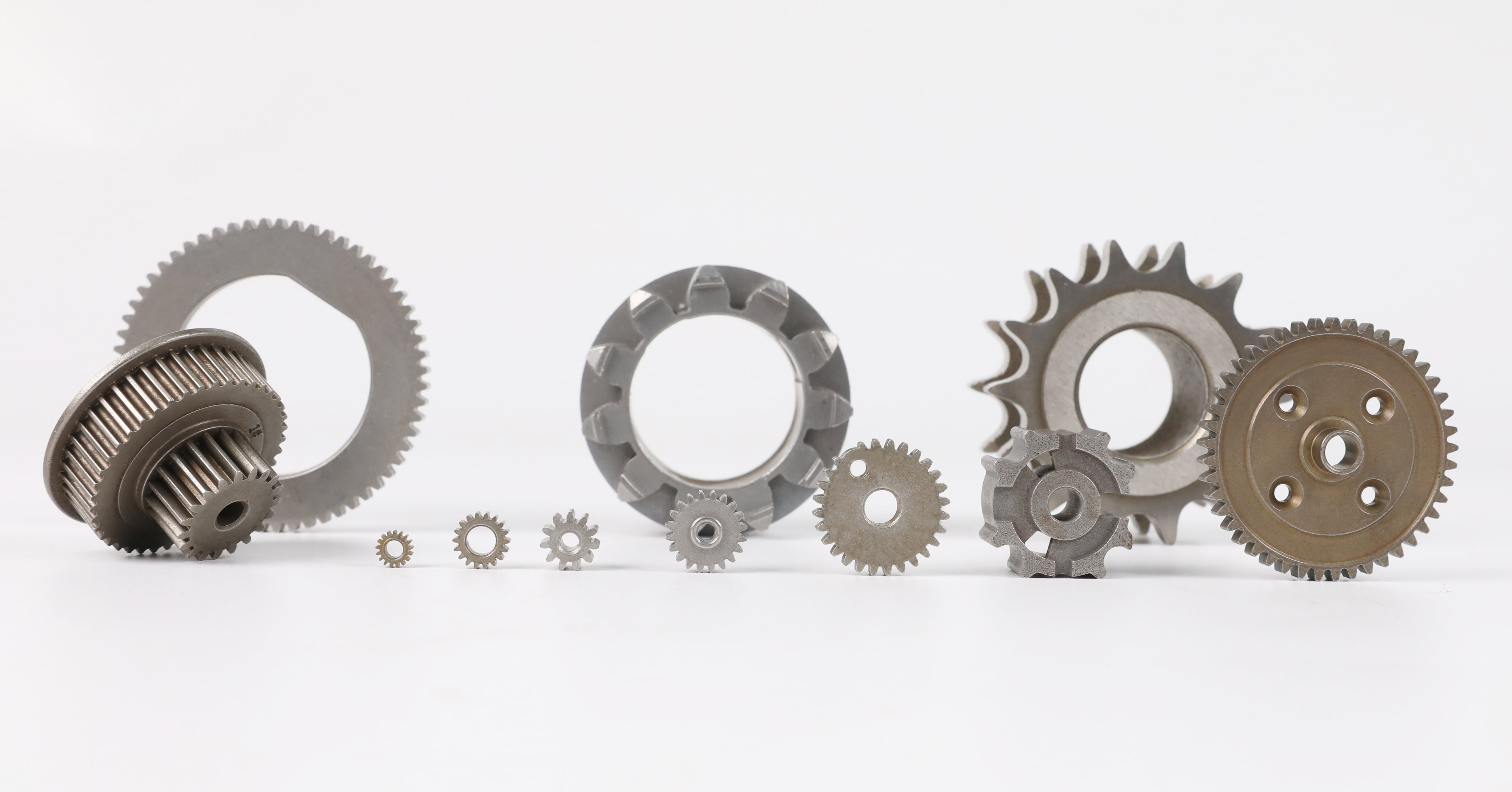
Products produced by micro MIM process - micro gears.
Micro gears have complex and fine tooth shapes, and the shape of their rotating external teeth is intricate, and the gear height is only 1 cm and the outer diameter is only 1.5 cm. Moreover, on this large gear, there is a smaller MIM gear of about 2 mm in size. This micro gear can also be produced using the MIM process as a matching gear for the large gear.
Products produced by micro MIM process - metal gears with rotating internal teeth
This is also produced by MIM. Although the outer diameter is only 1 cm and the thickness is 3 mm, the high precision and processing of micro MIM technology enable these micro gears to maintain excellent performance.
Although these two gears can also be made by machining, the MIM process can better play its cost advantage in mass production. There are also some metal parts with more complex design elements, such as undercuts, complex internal cavities and other areas where the tool cannot enter at all. Using MIM can just overcome the shortcomings of machining.
Products produced by micro MIM process - nozzle cap

This needle cap with micropores has a diameter of 4 mm, and there is a 30-micron pinhole in the center of the needle cap. Some people may think that this 30-micron diameter pinhole is produced through subsequent processing. In fact, it is not. This hole is also formed by MIM process, but the size will be reduced after sintering. Before sintering, this hole is larger than 30 microns. It is precisely because of this feature that the micro MIM process can do some sizes and shapes that are difficult to cut or very expensive in conventional production processes such as wire cutting.
The micro MIM process has been applied to various micro-structure products. These include parts with complex structures on endoscope equipment, various complex micro gears, micro blades with a thickness of only 10 microns, micro surgical forceps with various shapes, micro nozzles, etc.
In the comparison between machining and MIM processes, at the same complexity, if the quantity is small, then machining is a direction that can be considered. Of course, you can also consider laser 3D printing Green Parts first and then sintering the finished product; if the demand is large, then at the same complexity, the MIM process is the lowest in cost, far lower than machining; and at the same demand, micro MIM is more suitable for products with complex structural designs than conventional MIM.










Share:
Tungsten-Copper Injection Molding Applications
Characteristics of MIM parts