Литье металлов под давлением (MIM) часто рекламируется как эффективный способ изготовления небольших сложных металлических деталей в больших масштабах.
Хотя это действительно так, заказчики иногда удивляются, обнаружив, что MIM требует более длительного цикла разработки и больших инвестиций в оснастку по сравнению с другими процессами, такими как обработка на станках с ЧПУ или литье под давлением.
В этой статье четко и ясно объясняется, почему MIM по-прежнему сохраняет высокую рыночную стоимость , несмотря на свою сложность.
1. MIM требует разработки процесса, выходящего за рамки самой пресс-формы
В отличие от традиционных процессов формования, MIM-инструмент не может просто скопировать геометрию конечного изделия.
Детали МИМ подвергаются усадке в процессе спекания на 14–20 % , причем усадка неравномерна в разных направлениях .
Это заставляет инженеров:
-
Прогнозировать трехмерную усадку
-
Применить компенсацию к полости формы
-
Учитывайте баланс потока, размещение литников и каналы удаления связующего вещества.
-
Оценить риски деформации во время спекания
-
Выполнение множественных итераций и выборочных проверок
Инструмент MIM — это не «просто форма», это спроектированная модель прогнозирования.
Это само по себе увеличивает время проектирования и стоимость инжиниринга.

2. Инструменты MIM более сложны и требуют более высокой точности
Пресс-формы MIM включают в себя чрезвычайно мелкие детали, многолитниковые системы и хрупкие стальные компоненты, которые должны выдерживать длительное массовое производство.
Проблемы включают в себя:
-
Очень маленькие и глубокие полости
-
Требования к высокопрочной стали
-
Точное выравнивание для многополостных инструментов
-
Специализированный литник для управления потоком порошка и связующего
-
Жесткие допуски размеров после усадки при спекании
Поскольку MIM-формы должны стабильно обеспечивать выпуск сотен тысяч деталей , они требуют более высоких инженерных стандартов и более длительного времени изготовления.

3. Отбор проб занимает больше времени, поскольку каждое испытание требует полной цепочки процесса.
В отличие от ЧПУ, где образец может быть вырезан за несколько часов, или литья пластмасс под давлением, где деталь может быть отпечатана за считанные минуты, MIM-выборка требует полного цикла :
-
Литье под давлением зеленой части
-
Удаление связующего (8–48 часов)
-
Спекание (8–12 часов)
-
Охлаждение и контроль размеров
-
Модификация пресс-формы или корректировка процесса
-
Повторение полного цикла
Одна итерация занимает 3–5 дней , а не 3–5 часов.
Это основная причина, по которой разработка MIM занимает несколько недель.
4. MIM — это многоступенчатая система, а не единый процесс
На качество конечной детали влияют несколько этапов:
-
Характеристики порошка
-
Формула связующего вещества
-
Условия инъекции
-
Метод удаления привязки
-
Температура и атмосфера спекания
-
Крепление и поддержка во время спекания
Небольшое изменение на любой стадии может изменить размеры, плотность или внешний вид.
Вот почему разработка MIM является более дорогостоящей и длительной — процесс должен быть стабильным в целом , а не только на одном этапе.

5. Стоимость инструмента зависит от проектирования, проверки и долгосрочной стабильности.
Клиенты платят не только за обработку стальных блоков.
Стоимость MIM-инструмента включает в себя:
-
DFM и анализ усадки
-
Оптимизация питателей и литников
-
Проверка методом проб и ошибок в нескольких циклах
-
Специализированная сталь и высокоточная обработка полостей
-
Приспособления для выжигания, опоры для спекания и инспекционные приспособления
-
Время разработки для стабилизации долгосрочного массового производства
MIM-оснастка = стоимость пресс-формы + стоимость разработки процесса + гарантия стабильности.
6. Точность размеров и стабильность партии: самое большое различие между MIM и ЧПУ
Основная проблема заключается в том, что MIM должна иметь дело с усадкой + деформацией + уплотнением материала , в то время как ЧПУ просто удаляет материал из фиксированного блока.
| Элемент | МИМ | ЧПУ |
|---|---|---|
| Определение размеров | По конструкции формы + прогнозу усадки + поведению при спекании | По прямому пути обработки |
| Вариация партии | Более высокий риск из-за многоэтапного процесса | Очень низкий; управление машиной стабильное |
| Типичная точность | ±0,3–0,5% от размера (типично) | ±0,005–0,02 мм обычно |
| Основная причина вариации | Порошок, формование, удаление связующего, спекание | Только износ инструмента или программирование |
Вот почему MIM требует нескольких циклов выборки , тогда как для ЧПУ часто требуется только одна коррекция программирования .

7. Ключевые проблемы процесса MIM – Сводная сравнительная таблица
| Стадия процесса | Основная сложность | Воздействие на детали | Почему это сложно |
|---|---|---|---|
| Сырье (порошок + связующее) | Чувствительность к размеру и составу порошка | Плотность, прочность, текстура поверхности | Изменчивость партий порошка |
| Литье под давлением | Сложный поток, хрупкие зеленые части | Внутренние пустоты, неплотности, трещины | Узкое окно обработки |
| Удаление привязки | Удаление связующего вещества без повреждения деталей | Трещины, черные пятна, пористость | Различная толщина стенки влияет на скорость |
| Спекание | Усадка, деформация, уплотнение | Изменение размеров, изгиб, изменение цвета | Температура и атмосфера критические |
| Точность размеров | Многоступенчатое накопление ошибок | Проблемы с установкой | Компенсация усадки – сложная задача |
| Качество поверхности | Текстура порошка, следы пригорания | Не подходит для эстетических деталей | Трудно полностью контролировать |
Эта таблица часто является самым простым способом помочь клиентам понять, что сложность MIM является структурной, а не опциональной .
8. Почему MIM по-прежнему имеет высокую рыночную стоимость
Несмотря на сложности и затраты, MIM предлагает уникальные преимущества, которые другие процессы не могут легко заменить:
1. Сложная геометрия по низкой стоимости (массовое производство)
Технология MIM особенно эффективна, когда деталь слишком сложна для обработки на станке с ЧПУ или слишком мала для литья под давлением.
2. Высокие эксплуатационные характеристики материала
После спекания детали из МИМ приобретают превосходную прочность, износостойкость и коррозионную стойкость, сравнимые с коваными материалами.
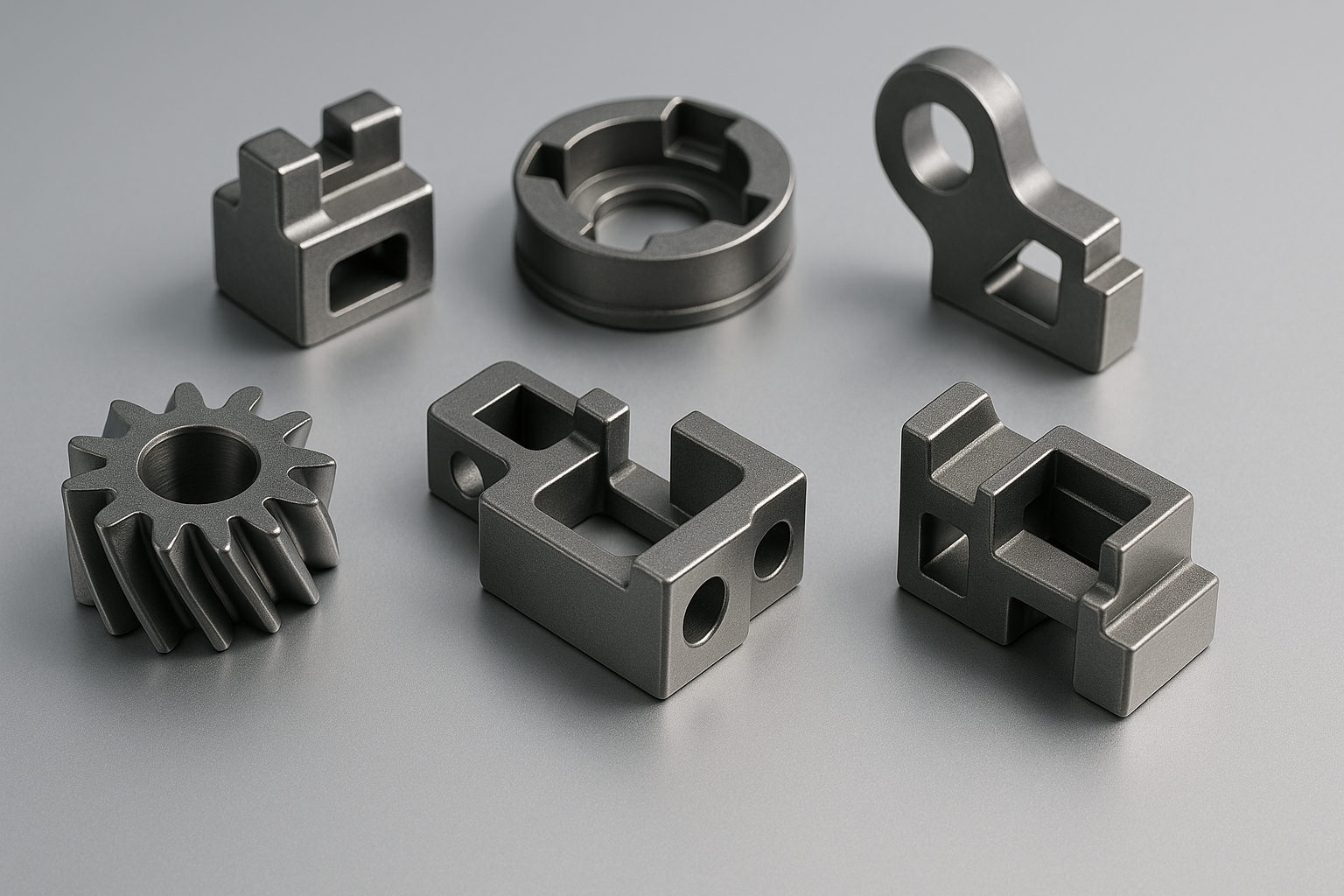
3. Идеально подходит для небольших деталей высокой плотности.
Идеально подходит для шестеренок, разъемов, медицинских компонентов, запирающих механизмов и прецизионных корпусов.
4. Отличная масштабируемость
После стабилизации процесса себестоимость единицы продукции становится чрезвычайно низкой для крупных партий (от 10 000 до миллионов штук).
5. Широкий выбор материалов
316L, 17-4PH, сплавы Fe-Ni, инструментальные стали, магнитные сплавы — многие материалы можно изготавливать только методом MIM.
6. Высокая ценность в отраслях, требующих миниатюризации
Такие как медицинские приборы, бытовая электроника, оптические системы, датчики и новые энергетические системы.
➡ Короче говоря: MIM сложен, но он решает проблемы, которые не могут решить другие процессы.
Заключение
Разработка MIM занимает больше времени и требует больших инвестиций в инструментальную оснастку, поскольку она объединяет материаловедение, технологию литья под давлением, термическую обработку и проектирование размеров в единый производственный маршрут.
Сложность процесса также является тем, что придает MIM его уникальную ценность: возможность производить небольшие, сложные, высокопрочные, крупносерийные металлические детали по стоимости, которую не могут обеспечить традиционные процессы.
Помощь клиентам в понимании этих факторов заранее способствует более эффективному сотрудничеству, лучшим ожиданиям и более успешным проектам MIM.













Делиться:
Детали механических машин: что это такое, как они изготавливаются и почему они важны в реальном производстве
Производитель спеченных деталей: высокоточная порошковая металлургия для сложных металлических компонентов