
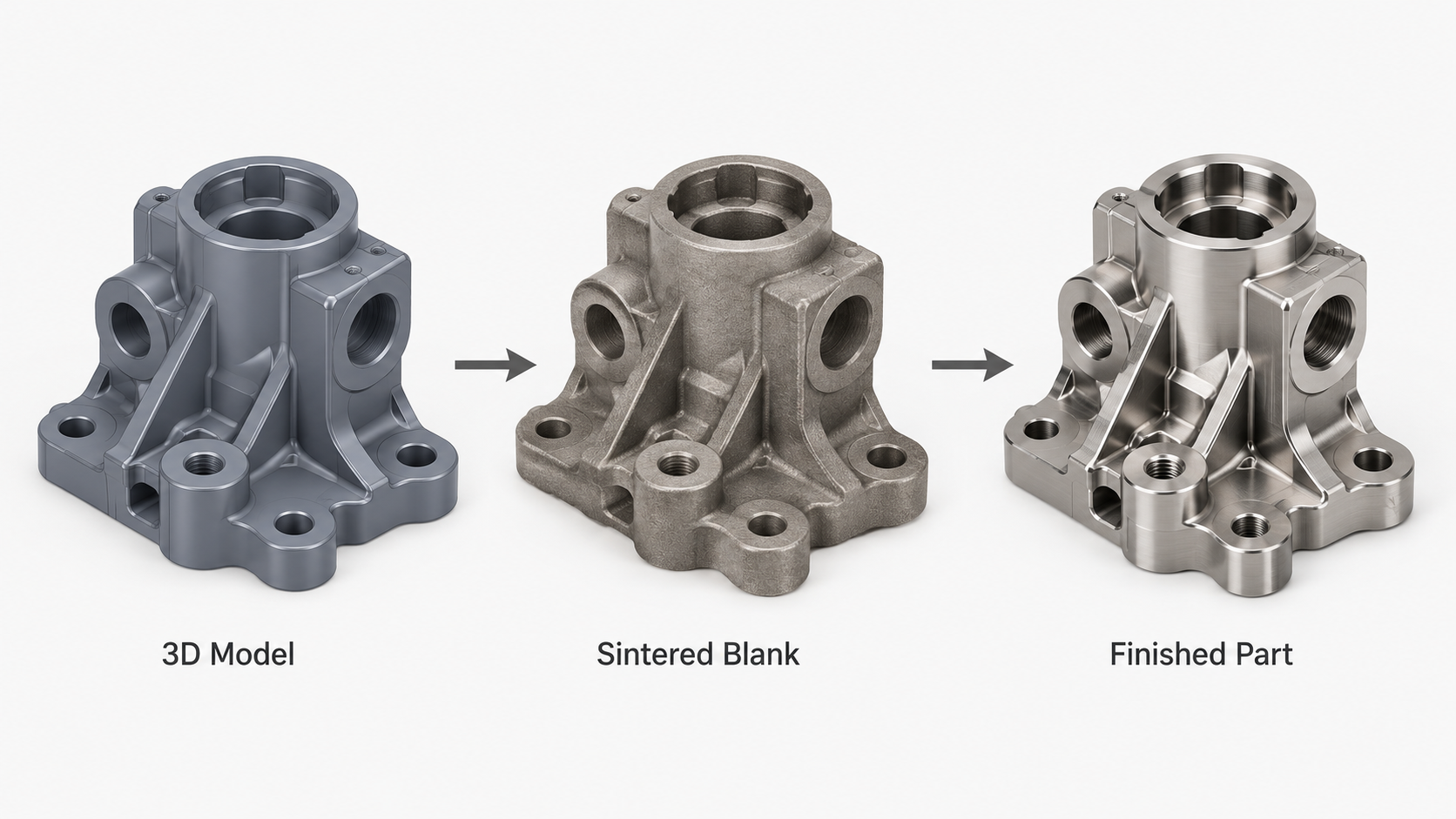
Las piezas de metal sinterizado se producen sin fundir el metal base. En su lugar, el polvo de metal se moldea —mediante moldeo por inyección o prensado en matriz— y luego se calienta en un horno de atmósfera controlada a una temperatura inferior al punto de fusión. A la temperatura de sinterización, la difusión atómica une las partículas de polvo, se elimina la porosidad y la pieza alcanza su densidad final y sus propiedades mecánicas.
Este enfoque tiene varias ventajas prácticas sobre la fundición y el mecanizado: la producción casi a la forma final minimiza el desperdicio de material, el moldeo por inyección o el prensado en matriz permiten formar geometrías complejas a alta velocidad, y la microestructura sinterizada ofrece propiedades mecánicas consistentes en grandes lotes de producción. Las piezas de metal sinterizado se utilizan en aplicaciones automotrices, médicas, de electrónica de consumo, industriales y de defensa, donde se requieren componentes metálicos de precisión en volúmenes de producción que hacen que el mecanizado individual no sea económico.

¿Qué son las piezas de metal sinterizado?
Una pieza de metal sinterizado es cualquier componente metálico producido mediante el proceso de metalurgia de polvos de compactación o moldeo seguido de sinterización. La característica definitoria es que el metal nunca se fundió por completo durante la fabricación: la pieza logra su forma y densidad completamente a través de la sinterización en estado sólido o en fase líquida de polvo metálico.
Cómo funciona la sinterización
Durante la sinterización, un compactado de polvo metálico se carga en un horno y se calienta a aproximadamente el 70-90% de la temperatura de fusión del material. A esta temperatura, los átomos en los puntos de contacto de las partículas tienen suficiente energía térmica para difundirse a través de los límites de las partículas, formando fuertes enlaces metálicos. A medida que avanza la sinterización, los cuellos interpartícula crecen, la porosidad se reduce y la pieza se densifica.
La atmósfera de sinterización se controla para evitar la oxidación: se utilizan entornos de hidrógeno, nitrógeno o vacío según la aleación. El tiempo de sinterización y la temperatura máxima son las variables principales que determinan la densidad final, el tamaño de grano y las propiedades mecánicas. Un control preciso del proceso es esencial: una cocción insuficiente deja porosidad residual y reduce la resistencia; una cocción excesiva provoca un crecimiento excesivo del grano que puede degradar la ductilidad y el rendimiento a la fatiga.
Para la mayoría de las aleaciones MIM, las temperaturas de sinterización oscilan entre 1.100 °C (aleaciones a base de hierro) y 1.400 °C (titanio). Los tiempos de mantenimiento de la sinterización suelen ser de 30 minutos a varias horas, según el grosor de la sección de la pieza y la densidad requerida.
Por qué la sinterización produce componentes metálicos fiables
Las piezas sinterizadas producidas por MIM alcanzan densidades del 96-99% de la teórica, lo que significa que menos del 1-4% del volumen de la pieza permanece como porosidad residual. A este nivel de densidad, las propiedades mecánicas de la pieza sinterizada se aproximan a las del material forjado de la misma composición. Una pieza MIM de acero inoxidable 316L sinterizado logra propiedades de tracción entre el 90-95% de las de un 316L forjado; una pieza 17-4PH sinterizada en condición H900 logra una resistencia a la fluencia superior a 1.100 MPa, comparable a la de los equivalentes forjados tratados térmicamente.
La consistencia de la sinterización también es una ventaja de producción: el ciclo del horno se controla estrictamente y las propiedades están determinadas por el sistema del material y los parámetros de sinterización en lugar de la técnica del operario. La consistencia entre piezas en grandes lotes es intrínseca al proceso.
Rutas de fabricación de piezas metálicas sinterizadas
Dos rutas de fabricación representan la mayor parte de la producción de piezas metálicas sinterizadas: el moldeo por inyección de metales y el prensado de metalurgia de polvos. Ambas comparten la etapa de sinterización, pero difieren fundamentalmente en la forma en que se forma la pieza en verde, lo que determina la geometría, la densidad y la economía de la pieza terminada.
Moldeo por inyección de metales (MIM)
MIM combina polvo de metal con un aglutinante termoplástico para crear una materia prima que se inyecta en un molde de precisión. La pieza en verde moldeada se desaglomera y se sinteriza para producir un componente metálico denso con la geometría tridimensional completa formada en el molde. Debido a que el moldeo por inyección no está restringido por un solo eje de prensado, MIM puede producir socavados, orificios pasantes, canales internos, roscas y perfiles curvos complejos tal como se sinterizan, sin necesidad de mecanizado secundario.
El MIM alcanza densidades sinterizadas del 96-99% de la teórica, lo que ofrece propiedades mecánicas cercanas a las de los equivalentes forjados. Es más rentable para piezas de un peso aproximado inferior a 100 g con geometría compleja, en volúmenes anuales superiores a unas 5.000-10.000 unidades. Por debajo de este volumen, la amortización de la herramienta por pieza se vuelve significativa.
Prensado de pulvimetalurgia
En el prensado PM, el polvo metálico se compacta en una matriz rígida bajo presiones de 400 a 800 MPa para formar un compacto en verde, que luego se sinteriza. La compactación en matriz limita la geometría de la pieza a formas que pueden extraerse de la matriz a lo largo de un eje: sin socavados, sin orificios pasantes, sin cavidades internas perpendiculares a la dirección de prensado. El proceso es muy rápido y los costos de las herramientas son moderados, lo que lo hace rentable para geometrías simples en grandes volúmenes.
El prensado PM logra densidades sinterizadas del 85 al 93% de la teórica. Esta porosidad residual reduce la resistencia a la tracción, la vida a la fatiga y la ductilidad en comparación con el MIM o el material forjado. Para aplicaciones donde estos niveles de propiedad son suficientes y la geometría se ajusta a la restricción de prensado, el prensado PM ofrece el costo por pieza más bajo de cualquier ruta de fabricación de metal sinterizado.
Elección entre MIM y prensado de PM
La elección entre MIM y prensado de PM se reduce a tres preguntas. ¿La geometría de la pieza requiere características que no se pueden lograr mediante prensado a lo largo de un solo eje? Si es así, MIM es la única ruta de pulvimetalurgia que no requiere mecanizado secundario. ¿La aplicación requiere propiedades mecánicas casi forjadas (resistencia, vida a la fatiga, ductilidad) que la densidad de PM no puede ofrecer? Si es así, se requiere la densidad del 96-99% de MIM. ¿La pieza pesa aproximadamente menos de 100 g y tiene características complejas? Si es así, la economía por pieza de MIM es competitiva o superior al prensado de PM más el mecanizado secundario.
Para geometrías simples en alto volumen donde el prensado PM cumple con los requisitos de densidad y mecánicos, el prensado sigue siendo la ruta de menor costo. Los dos procesos son complementarios dentro de la familia de piezas metálicas sinterizadas, no sustitutos directos.

Materiales para piezas metálicas sinterizadas
Las aleaciones a base de hierro son los materiales metálicos sinterizados más producidos a nivel mundial. Los aceros de baja aleación (equivalente a 4605, 4140), los grados de hierro-níquel-molibdeno y los aceros aleados por difusión cubren la mayoría de las aplicaciones estructurales de la PM. El tratamiento térmico después de la sinterización aumenta aún más la resistencia y la dureza.
Los aceros inoxidables —principalmente 316L para resistencia a la corrosión y biocompatibilidad, 17-4PH para mayor resistencia en aplicaciones de acero inoxidable— son los materiales MIM más comunes. El 316L sinterizado por MIM alcanza una UTS de 480–520 MPa tal como se sinteriza; el 17-4PH en condición H900 alcanza una UTS de 1.100–1.200 MPa.
Las aleaciones de titanio —Ti-6Al-4V para aplicaciones estructurales y biomédicas— se producen mediante MIM, ofreciendo la mayor relación resistencia-peso y biocompatibilidad total. El Ti-6Al-4V MIM requiere sinterización al vacío y enfriamiento controlado para mantener la microestructura objetivo.
Las aleaciones de cobalto-cromo se sinterizan mediante MIM para componentes de implantes ortopédicos y aplicaciones de alto desgaste donde se requiere la combinación de dureza, resistencia a la corrosión y biocompatibilidad.
El tungsteno y las aleaciones pesadas de tungsteno se sinterizan a temperaturas superiores a 1.400 °C en atmósfera de hidrógeno. El MIM de tungsteno produce componentes de blindaje contra la radiación, contrapesos y piezas de alta densidad para aplicaciones industriales y de defensa.
Propiedades mecánicas de las piezas de metal sinterizado
Las propiedades mecánicas de las piezas metálicas sinterizadas dependen directamente de la densidad sinterizada, que está determinada por la ruta de fabricación. El MIM y el prensado PM producen niveles de densidad significativamente diferentes —y, por lo tanto, perfiles de propiedades diferentes— para la misma aleación.
Para MIM 316L con una densidad del 97%: UTS 480–520 MPa, resistencia a la fluencia 170–200 MPa, alargamiento 40–50%. Para un 316L prensado por PM típico con una densidad del 87%: UTS 350–400 MPa, resistencia a la fluencia 150–180 MPa, alargamiento 12–20%. La pieza MIM es más resistente y sustancialmente más dúctil, resultado de una menor porosidad residual, que actúa como puntos de inicio de grietas bajo carga.
Para MIM 17-4PH en condición H900: UTS 1,100–1,200 MPa, límite elástico 1,050–1,100 MPa, alargamiento 6–8% — acercándose a la especificación de 1,310 MPa de UTS para 17-4PH forjado. La pequeña diferencia con las propiedades forjadas refleja la pequeña porosidad residual aún presente con una densidad del 97–98%.
El tratamiento térmico posterior a la sinterización —recocido en solución, envejecimiento, templado, revenido— se aplica a muchas aleaciones MIM para desarrollar propiedades finales, exactamente como con los equivalentes forjados. La respuesta al tratamiento térmico del material MIM bien sinterizado sigue los mismos principios metalúrgicos que el material forjado de la misma composición.

Aplicaciones de piezas de metal sinterizado
Automoción
El prensado de pulvimetalurgia domina la producción de piezas sinterizadas para automóviles por volumen: asientos de válvula, tapas de biela, engranajes de transmisión, piñones y tapas de cojinetes se producen por cientos de millones anualmente a partir de aleaciones de PM a base de hierro. El MIM sirve al sector automotriz para componentes más pequeños y complejos —carcasas de sensores, piezas de actuadores de turbocompresor, componentes de inyectores de combustible y herrajes de mecanismos de bloqueo— donde la complejidad geométrica hace que el prensado sea poco práctico.
Dispositivos Médicos
Las piezas médicas MIM representan el segmento de mayor valor de la producción de componentes metálicos sinterizados. Soportes de ortodoncia, componentes de mandíbulas de instrumentos laparoscópicos, piezas de clips endoscópicos, cabezas de tornillos óseos ortopédicos y actuadores de dispositivos de administración de fármacos se producen mediante MIM a partir de aleaciones biocompatibles. La combinación de geometría compleja, tamaño pequeño, alto volumen y requisitos de biocompatibilidad hace que MIM sea la única ruta de producción viable para muchos microcomponentes médicos.
Electrónica de Consumo y Wearables
MIM produce componentes metálicos estructurales y funcionales para teléfonos inteligentes, dispositivos wearables e instrumentos de precisión. Secciones medias de cajas de relojes, bandejas de tarjetas SIM, mecanismos de bisagra, carcasas de conectores y soportes de módulos de cámara se producen mediante MIM a partir de 316L, 17-4PH o titanio en los volúmenes requeridos por los calendarios de producción de electrónica de consumo. La combinación de geometría compleja, tamaño pequeño y calidad de acabado superficial hace de MIM el proceso estándar para estas aplicaciones.
Industrial y Armas de Fuego
Las piezas sinterizadas industriales incluyen engranajes de bombas, componentes de válvulas, insertos de portaherramientas y piezas de sistemas hidráulicos. En la industria de armas de fuego, MIM produce grupos de gatillo, componentes de martillos, conjuntos de fiadores y mecanismos de seguridad —piezas que requieren una geometría tridimensional compleja, alta dureza después del tratamiento térmico y las propiedades y dimensiones consistentes que regulan la función crítica para la seguridad en grandes lotes de producción. MIM ha reemplazado en gran medida la fundición a la cera perdida para pequeños componentes de armas de fuego debido a una consistencia dimensional superior y un menor costo por pieza en volumen de producción.
Piezas metálicas sinterizadas frente a alternativas fundidas y mecanizadas
frente a la fundición a la cera perdida: La fundición a la cera perdida produce piezas metálicas tridimensionales complejas vertiendo metal fundido en moldes cerámicos. Para piezas grandes de aproximadamente más de 50-100 g, la fundición a la cera perdida suele ser más rentable que el MIM. Para piezas pequeñas y complejas de menos de 50 g, el MIM produce una mejor consistencia dimensional, detalles superficiales más finos y un menor costo por pieza en volúmenes equivalentes. La fundición a la cera perdida también produce una porosidad tal como se funde mayor que el MIM, lo que requiere un prensado isostático en caliente (HIP) para aplicaciones críticas, un costo adicional que el MIM evita.
frente al mecanizado CNC: El mecanizado CNC a partir de barras o tochos es la ruta de fabricación de metales más flexible para volúmenes bajos y geometrías simples, pero genera entre un 60% y un 95% de residuos de material y requiere un tiempo de mecanizado proporcional a la complejidad de la pieza. Para piezas complejas con una producción anual superior a aproximadamente 5.000-10.000 unidades, la producción casi neta de MIM suele generar un costo total por pieza más bajo. El volumen de cruce depende en gran medida de la geometría de la pieza, el costo del material y el número de configuraciones de mecanizado necesarias.
frente a la fundición de metal (fundición a presión): La fundición a presión de aluminio y zinc satisface diferentes aplicaciones: materiales de menor resistencia, piezas más grandes, diferentes requisitos térmicos. Para aplicaciones de acero, acero inoxidable, titanio y cobalto-cromo donde los materiales de fundición a presión no pueden cumplir con los requisitos de rendimiento, las piezas metálicas sinterizadas mediante MIM o PM son la alternativa de volumen de producción al mecanizado.

Consideraciones de diseño para piezas metálicas sinterizadas
Tolerancia de contracción: Las piezas MIM se contraen linealmente entre un 15 y un 22% durante la sinterización. Esto se tiene en cuenta en el diseño del molde. Se requiere un control constante de la materia prima y de la sinterización para una repetibilidad dimensional entre lotes. Las tolerancias tal como se sinterizan son típicamente de ±0,3-0,5% de la dimensión nominal.
Grosor de pared: El grosor de pared mínimo recomendado para MIM es de 0,3-0,5 mm. El grosor de pared uniforme reduce la contracción diferencial durante la sinterización y es la regla de diseño más importante para la consistencia dimensional. Cuando las transiciones de grueso a delgado son inevitables, las transiciones graduales reducen la concentración de tensiones de sinterización.
Operaciones secundarias: Las operaciones posteriores a la sinterización, como acuñado, rectificado, roscado, tratamiento térmico y acabado superficial, se aplican comúnmente. La especificación de operaciones secundarias solo en superficies funcionales (caras de acoplamiento, orificios de pivote, formas de rosca) minimiza el costo adicional al tiempo que se logran las tolerancias requeridas en las dimensiones críticas.
Ángulos de desmoldeo: Los moldes MIM requieren ángulos de desmoldeo de 0.5–1° en las superficies extraídas para la expulsión de la pieza. En la mayoría de las geometrías de las piezas, esto se acomoda en el diseño del molde sin afectar la función de la pieza.
Caso de aplicación: componente de gatillo MIM para arma de fuego deportiva
Un cliente que producía armas de fuego deportivas semiautomáticas requería un componente de gatillo de acero de baja aleación 8620. La pieza incluía una superficie de rodamiento cementada, una cara de enganche del fiador de geometría crítica, un bolsillo para el muelle de retorno del gatillo y un orificio para pasador transversal; una combinación de características que anteriormente requería un proceso de mecanizado de tres etapas a partir de material forjado en barra, seguido de cementación y una operación de calibrado.
La revisión de la geometría confirmó que todas las características podían formarse tal como se sinterizaban mediante MIM. La geometría de la cara de enganche del fiador se mantuvo en el molde; el orificio del pasador transversal se formó mediante un pasador de núcleo; el bolsillo del muelle era un socavado formado por un deslizador del molde. Las operaciones posteriores a la sinterización se limitaron a la cementación (carburación a gas) y una ligera operación de acuñado en la cara del fiador para lograr la planitud superficial requerida de 0,015 mm.
Con el volumen del cliente de 120.000 piezas al año, el coste unitario del MIM —incluido el tratamiento térmico y el acuñado— fue un 52% inferior al coste total de la pieza mecanizada. La consistencia dimensional mejoró: la planitud de la cara del fiador sinterizada y acuñada mostró una menor variación que el equivalente mecanizado debido a la geometría auto correctora de la matriz de la operación de acuñado. El programa pasó del mecanizado a la producción MIM en un ciclo de generación de producto.

Qué proporcionar para una cotización de piezas de metal sinterizado
- Plano de ingeniería 2D con todas las dimensiones, tolerancias y llamadas a características críticas
- Modelo 3D en formato STEP, STP, X_T o IGES
- Especificación del material: grado de aleación y condición (sinterizado, tratado térmicamente, tratado superficialmente)
- Volumen de producción anual y cantidad inicial de muestras o prototipos
- Requisitos post-sinterización: tratamiento térmico, rectificado, electropulido, chapado u otros
- Descripción de la aplicación y requisitos clave de rendimiento: resistencia, resistencia a la corrosión, desgaste, biocompatibilidad
Preguntas Frecuentes
¿Qué son las piezas de metal sinterizado?
Las piezas metálicas sinterizadas son componentes metálicos producidos calentando polvo metálico compactado o moldeado por debajo del punto de fusión para unir las partículas mediante difusión atómica. El proceso, llamado sinterización, produce una pieza metálica densa sin fundición ni fusión. Las dos principales rutas de producción son el moldeo por inyección de metales (MIM) para geometrías complejas de alta densidad y el prensado de pulvimetalurgia para geometrías simples de alto volumen.
¿Son las piezas de metal sinterizado tan resistentes como las piezas mecanizadas o fundidas?
Las piezas sinterizadas MIM alcanzan el 96-99% de la densidad teórica y propiedades mecánicas cercanas a las de los equivalentes forjados, normalmente dentro del 5-10% de la resistencia a la tracción y la dureza forjadas para la misma aleación. Las piezas prensadas y sinterizadas PM estándar alcanzan una densidad del 85-93%, produciendo propiedades mecánicas del 60-80% de los equivalentes forjados debido a la porosidad residual. Para aplicaciones que requieren propiedades casi forjadas en una geometría compleja, MIM es la ruta de fabricación de metal sinterizado adecuada.
¿Qué materiales se pueden sinterizar en piezas metálicas?
Los materiales más ampliamente sinterizados son aceros de baja aleación a base de hierro, aceros inoxidables (316L, 17-4PH), aleaciones de titanio (Ti-6Al-4V), cobalto-cromo y aleaciones de tungsteno. Las aleaciones de PM a base de hierro dominan por volumen de producción debido al costo. Las piezas MIM de acero inoxidable y titanio se utilizan en aplicaciones médicas, de electrónica de consumo y de instrumentos de precisión donde se requiere resistencia a la corrosión o biocompatibilidad.
¿Cuál es la cantidad mínima de pedido para piezas de metal sinterizado?
Para MIM, se requiere una inversión inicial en herramientas que se amortiza a lo largo del volumen de producción. Las cantidades mínimas de producción prácticas suelen ser de 1,000 a 5,000 piezas para que el costo de las herramientas sea comercialmente viable, dependiendo del tamaño de la pieza y la complejidad de las herramientas. Para el prensado PM, las cantidades mínimas suelen ser mayores — 10,000 a 20,000 piezas — debido a la inversión en troqueles. Las cantidades de prototipos se pueden producir mediante mecanizado CNC antes de comprometerse con las herramientas MIM, lo que permite la validación del diseño antes de la inversión en producción.
¿Cómo se acaban las piezas de metal sinterizado?
Las operaciones comunes de acabado posterior al sinterizado incluyen el tratamiento térmico (templado, revenido, cementación, envejecimiento) para desarrollar las propiedades mecánicas finales; el rectificado, torneado o electroerosión en características dimensionales críticas; el electropulido o pasivación para el rendimiento de corrosión del acero inoxidable; el volteo en barril o el acabado vibratorio para el desbarbado de bordes y el alisado de superficies; y el revestimiento o recubrimiento para la protección de la superficie o requisitos funcionales. La secuencia de acabado adecuada depende del material, la aplicación y los requisitos de tolerancia dimensional.
Conclusión
Las piezas de metal sinterizado ofrecen la combinación de geometría compleja, propiedades mecánicas cercanas a las forjadas y economía de volumen de producción que ni la fundición ni el mecanizado por sí solos pueden lograr para componentes pequeños e intrincados. MIM amplía la capacidad de fabricación de metal sinterizado a geometrías totalmente tridimensionales con densidades que se acercan al material forjado, lo que lo convierte en el proceso elegido para piezas complejas donde las alternativas requieren múltiples operaciones de mecanizado o aceptan una penalización en densidad y propiedades. Contáctenos con su dibujo y volumen anual para evaluar si MIM es la ruta de fabricación de metal sinterizado adecuada para su aplicación.










Compartir:
Micro moldeo médico: componentes metálicos de precisión para dispositivos médicos mediante MIM
Componentes Cerámicos de Precisión para Aplicaciones Industriales de Alto Rendimiento