Подшипники, изготовленные методом порошковой металлургии, также известные как спеченные или пропитанные маслом, являются важнейшим компонентом множества механических систем. Они широко используются в электродвигателях, бытовой технике, автомобильных системах, системах промышленной автоматизации и медицинских приборах — практически везде, где требуются вращательное движение и низкое трение. В отличие от обычных подшипников, изготовленных методом механической обработки или литья, подшипники, изготовленные методом порошковой металлургии, изготавливаются путем прессования и спекания металлических порошков в точные формы с контролируемой пористостью. Эта уникальная структура обеспечивает им самосмазывающиеся свойства и превосходную износостойкость, при этом обеспечивая конкурентоспособную себестоимость производства.
В этом руководстве представлен подробный инженерно-технический обзор подшипников, изготовленных методом порошковой металлургии, — от их внутренней конструкции и принципа работы до процесса производства, эксплуатационных характеристик и промышленного применения. Его цель — дать инженерам и техническим специалистам по закупкам более глубокое понимание принципов работы этих подшипников, как выбрать правильный тип и какие факторы следует учитывать при их интеграции в механические конструкции.
1. Конструкция и принцип работы подшипников, изготовленных методом порошковой металлургии
Принципиальное отличие подшипника, изготовленного методом порошковой металлургии, от обычного подшипника заключается во внутренней структуре. Подшипники, изготовленные методом порошковой металлургии, характеризуются пористой металлической матрицей — сетью взаимосвязанных микроскопических пор, образующихся в процессе спекания. Эти поры обычно составляют 10–30% от общего объёма, в зависимости от конкретного материала и условий применения.

1.1 Пористая структура и самосмазывание
Пористость подшипников, изготовленных методом порошковой металлургии, — это не дефект, а преднамеренная конструктивная особенность. После спекания поры пропитываются смазочным маслом под вакуумом или давлением. Это масло заполняет сеть пор и остаётся внутри подшипника до начала его эксплуатации.
При вращении и нагревании подшипника масло поднимается на поверхность под действием капиллярных сил, образуя тонкую смазочную пленку между подшипником и валом. Когда подшипник остывает и прекращает вращение, масло снова впитывается в поры, готовя его к следующему циклу. Этот механизм обеспечивает непрерывную саморегулирующуюся смазку на протяжении всего срока службы подшипника, что в большинстве случаев исключает необходимость во внешних системах смазки.
1.2 Микроструктура материала
Микроструктура спечённого подшипника обычно состоит из металлических частиц, соединённых между собой путём твёрдофазной диффузии в процессе спекания. В качестве основных материалов обычно используются:
-
Сплавы на основе меди: часто используются в условиях низких и средних нагрузок, обладают превосходной теплопроводностью и хорошей стойкостью к коррозии.
-
Сплавы на основе железа: обеспечивают более высокую прочность и грузоподъемность, подходят для применения в тяжелой промышленности и автомобильной промышленности.
-
Бронзовые (медно-оловянные) сплавы: баланс между прочностью, износостойкостью и самосмазываемостью.
-
Нержавеющая сталь: используется в агрессивных средах или там, где гигиена имеет решающее значение (например, при переработке пищевых продуктов или в медицинских приборах).
Сочетание пористой структуры и тщательно подобранного состава сплава придает подшипникам, изготовленным методом порошковой металлургии, уникальный комплекс свойств: самосмазывание, размерная стабильность и экономичность массового производства.
2. Процесс изготовления подшипников методом порошковой металлургии
Производство подшипников методом порошковой металлургии включает в себя ряд тщательно контролируемых этапов. Каждый этап влияет на конечные свойства, пористость, точность размеров и эксплуатационные характеристики подшипника.
2.1 Выбор и приготовление пороха
Процесс начинается с выбора высококачественных металлических порошков. Эти порошки должны иметь контролируемый гранулометрический состав, обычно от 20 до 200 микрон. Форма и распределение частиц существенно влияют на характеристики прессования, пористость и конечные механические свойства.
Во многих случаях легирующие элементы предварительно добавляются в порошок для достижения желаемых свойств материала. Также могут добавляться смазочные или связующие вещества для улучшения текучести и снижения трения при прессовании.
2.2 Уплотнение
Подготовленный порошок заливается в прецизионную пресс-форму и прессуется под высоким давлением (обычно 200–800 МПа) с помощью гидравлического или механического пресса. На этом этапе формируется «сырой пресс» — прочная, но хрупкая заготовка, приблизительно соответствующая форме готового подшипника. Давление прессования и конструкция пресс-формы определяют плотность и однородность пресс-формы, которые напрямую влияют на конечную пористость и прочность.
2.3 Спекание
Затем сырую заготовку спекают в печи с контролируемой атмосферой при температуре ниже точки плавления металла (для бронзы это обычно 750–850 °C; для железа – около 1100–1200 °C). В процессе спекания металлические частицы соединяются друг с другом посредством твердофазной диффузии, что повышает механическую прочность и размерную стабильность, сохраняя при этом структуру взаимосвязанных пор.
Контроль атмосферы имеет решающее значение (обычно используются такие газы, как водород, азот или диссоциированный аммиак), чтобы предотвратить окисление и обеспечить постоянство свойств.
2.4. Калибровка и обработка (при необходимости)
После спекания подшипник может быть подвергнут калибровке — вторичной операции прессования, которая повышает точность размеров и качество поверхности. В некоторых случаях для достижения более жёстких допусков или получения специальной геометрии применяется лёгкая механическая обработка (например, расточка, развёртывание). Однако одним из ключевых преимуществ порошковой металлургии является производство деталей с формой, близкой к заданной, что сводит к минимуму необходимость в обширной механической обработке.
2.5 Пропитка маслом
Заключительный этап — пропитка маслом. Подшипники помещаются в вакуумную или напорную камеру, заполненную смазочным маслом. Разность давлений обеспечивает равномерное пропитывание маслом сообщающихся пор. Тип используемого масла зависит от условий эксплуатации: минеральные масла общего назначения, синтетические — для высокотемпературных или высокоскоростных применений.
3. Ключевые характеристики производительности
Подшипники, изготовленные методом порошковой металлургии, ценятся за сочетание свойств, которые обеспечивают им высокую эффективность, надежность и экономичность. Понимание этих характеристик крайне важно для правильного выбора и проектирования.
3.1 Пористость и нефтеемкость
Уровень пористости обычно составляет от 10% до 30% по объёму. Более высокая пористость увеличивает маслоёмкость и способность к самосмазыванию, но снижает механическую прочность. Более низкая пористость повышает прочность и грузоподъёмность, но может потребовать более частой смазки. Инженеры должны учитывать эти факторы в зависимости от условий эксплуатации.
3.2 Трение и износостойкость
Самосмазывающиеся свойства спечённых подшипников обеспечивают низкий коэффициент трения, обычно около 0,05–0,12 при нормальных условиях эксплуатации. Сплошная масляная плёнка минимизирует контакт металла с металлом, снижая износ и продлевая срок службы. В сложных условиях эксплуатации для повышения износостойкости могут быть добавлены композитные порошки или твёрдые смазочные материалы, такие как графит или MoS₂.

3.3 Размерная стабильность
Поскольку подшипники, изготовленные методом порошковой металлургии, изготавливаются в прецизионных штампах и требуют минимальной механической обработки, они обладают превосходной размерной повторяемостью. Коэффициенты теплового расширения и размерная стабильность предсказуемы, что обеспечивает плотную посадку и стабильную работу даже в условиях изменяющихся температур.
3.4 Снижение шума и вибрации
Присущая им пористость и масляная пленка действуют как демпфирующие элементы, помогая снизить шум и вибрацию вращающихся механизмов. Это свойство особенно ценно для электродвигателей, вентиляторов и бытовой техники, где бесшумная работа имеет решающее значение.
3.5 Грузоподъемность и скорость
Хотя подшипники, изготовленные методом порошковой металлургии, не рассчитаны на экстремально высокие нагрузки или скорости, они хорошо работают в пределах своего проектного диапазона. Типичные значения грузоподъёмности составляют от 5 до 25 МПа, а скорость поверхности может превышать 10 м/с в зависимости от материала и смазки.
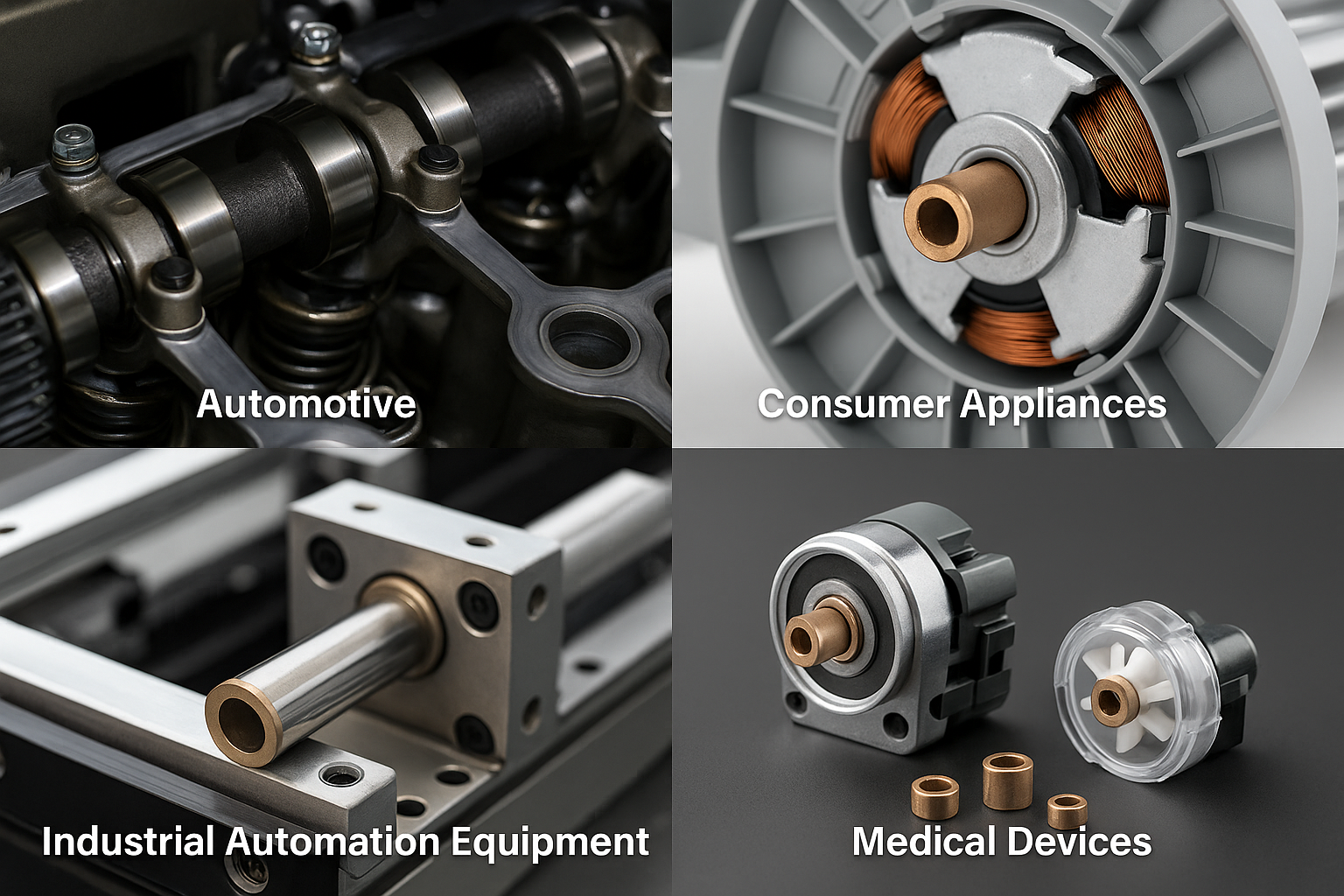
4. Применение подшипников, изготовленных методом порошковой металлургии
Подшипники, изготовленные методом порошковой металлургии, используются в исключительно широком спектре отраслей промышленности и механических систем. Сочетание низкой стоимости, самосмазываемости и отсутствия необходимости в обслуживании делает их идеальными для применений, где применение обычных подшипников нецелесообразно или слишком дорого.

4.1 Автомобильная промышленность
-
Масляные насосы и водяные насосы
-
Дверные петли и регуляторы сидений
-
Генераторы и стартеры
В данном случае спеченные подшипники снижают потребность в техническом обслуживании, выдерживают умеренные нагрузки и надежно работают в течение длительного срока службы.
4.2 Электродвигатели и бытовая техника
-
Двигатели вентиляторов и воздуходувные агрегаты
-
Стиральные машины и сушилки
-
Пылесосы и очистители воздуха
Самосмазывающееся свойство устраняет необходимость во внешней смазке и помогает снизить уровень шума, что крайне важно для бытовой техники.
4.3 Промышленная автоматизация и машиностроение
-
Линейные приводы и конвейеры
-
Мотор-редукторы и насосы
-
Упаковочные и сборочные машины
В промышленных условиях подшипники, изготовленные методом порошковой металлургии, обеспечивают стабильную производительность и длительные интервалы обслуживания даже при непрерывной эксплуатации.
4.4 Медицинские приборы и прецизионные инструменты
-
Лабораторное оборудование
-
Малые насосы и двигатели
-
Роботизированные хирургические инструменты
Здесь решающее значение имеют их чистота, точность размеров и отсутствие необходимости в техническом обслуживании.

5. Вопросы проектирования и выбора
Выбор правильного подшипника, изготовленного методом порошковой металлургии, — это не только размер и форма. Инженерам необходимо оценить ряд факторов, исходя из механических и экологических требований конкретного применения.
5.1 Требования к нагрузке и скорости
Для условий высоких нагрузок или скоростей рекомендуются подшипники с меньшей пористостью и армированными материалами (например, сплавами на основе железа). Для более низких нагрузок и умеренных скоростей достаточно подшипников на основе бронзы или меди.
5.2 Рабочая температура
Стандартные подшипники с масляной пропиткой работают при температуре до 120 °C. Для более высоких температур следует рассмотреть возможность использования синтетических масел или специальных материалов, таких как нержавеющая сталь.
5.3 Устойчивость к окружающей среде и коррозии
Во влажных, коррозионных или химически агрессивных средах могут потребоваться подшипники из нержавеющей стали или никелированные. Дополнительная обработка поверхности может дополнительно повысить стойкость.
5.4 Допуски размеров и посадка
Поскольку подшипники, изготовленные методом порошковой металлургии, имеют форму, близкую к заданной, классы точности обычно находятся в пределах от IT7 до IT9. Однако более жесткие допуски могут быть достигнуты с помощью вторичной калибровки или механической обработки.
5.5 Техническое обслуживание и срок службы
В большинстве случаев подшипники, изготовленные методом порошковой металлургии, не требуют обслуживания. Однако периодическая пропитка маслом может продлить их срок службы в сложных условиях эксплуатации.
6. Будущие разработки и инновации в области материалов
Область порошковой металлургии подшипников продолжает развиваться, и исследования направлены на повышение производительности и расширение областей применения. Среди наиболее заметных тенденций:
-
Композитные материалы: сочетание металлов с графитовыми или керамическими частицами повышает износостойкость и термостойкость.
-
Усовершенствованные смазочные материалы: высокоэффективные синтетические масла и твердые смазочные материалы продлевают срок службы и расширяют диапазон рабочих температур.
-
Интеграция аддитивного производства: гибридные процессы, сочетающие порошковую металлургию и 3D-печать, позволяют создавать изделия сложной геометрии и индивидуальные конструкции.
-
Экологичное производство: разработка бессвинцовых материалов и устойчивых систем смазки соответствует более строгим экологическим нормам.

7. Заключение и выбор подходящего партнера
Подшипники, изготовленные методом порошковой металлургии, предлагают уникальное сочетание самосмазывания, размерной стабильности, экономической эффективности и надежности. Их пористая структура, пропитка маслом и изготовление с близкой к заданной формой делают их предпочтительным решением для автомобильной, промышленной, потребительской и медицинской отраслей. При правильном подборе и интеграции конструкции они обеспечивают стабильную работу без необходимости обслуживания в течение длительного срока службы.
Однако качество и эксплуатационные характеристики подшипников, изготовленных методом порошковой металлургии, во многом зависят от опыта производителя в подборе, прессовании, спекании и пропитке порошков. Сотрудничество с партнёром, который понимает эти процессы и может обеспечить инженерную поддержку на всех этапах — от выбора материала до производства — гарантирует, что подшипники будут точно соответствовать вашим требованиям по производительности и стоимости.
В компании XY-Global мы специализируемся на решениях для прецизионной порошковой металлургии, включая разработку подшипников по индивидуальному заказу для сложных условий применения. Наша команда инженеров тесно сотрудничает с клиентами, оптимизируя состав материала, пористость и параметры производства для достижения оптимального баланса производительности и стоимости.
Если вы ищете надежного поставщика подшипников, изготовленных методом порошковой металлургии, или хотите обсудить индивидуальное решение для вашего проекта, свяжитесь с нами сегодня, чтобы узнать, как мы можем оказать поддержку вашему следующему проекту.












Делиться:
Что такое подшипник, изготовленный методом порошковой металлургии?
Спекание металлов — практическое руководство по точности и производительности