Что такое полировка деталей, изготовленных методом литья металлов под давлением?
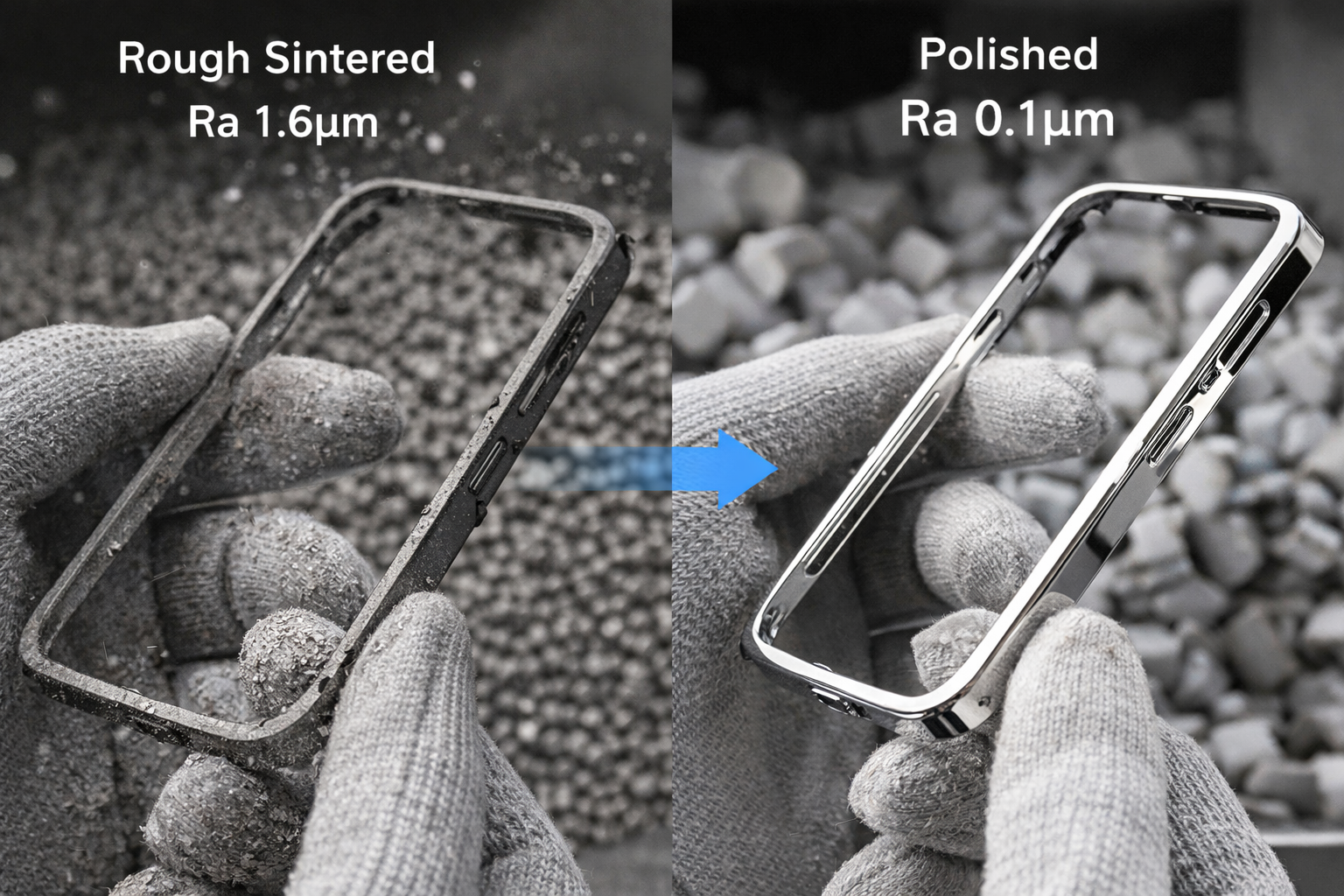
Литье металлов под давлением (MIM) — это многостадийный процесс, включающий подготовку сырья, литье под давлением, удаление связующего и спекание, за которым следует постобработка. Полировка металлических деталей, изготовленных методом литья под давлением, производится сразу после спекания. Это вторичная стадия отделки, предназначенная для устранения микроскопических пор и усадочных ямок, оставшихся после печи. Проще говоря, если формовка придает детали форму, то полировка придает ей душу, превращая «инженерный компонент» в «потребительский» шедевр.
Согласно внутренним данным ведущих заводов, более 80% деталей MIM подвергаются той или иной форме полировки, особенно в сферах электроники 3C, часового дела и медицины, где даже малейшее несовершенство является критическим недостатком.
Почему полировка необходима для деталей MIM?
-
Визуальное и тактильное улучшение: устраняет выбоины, следы от инструментов и острые края, делая деталь более безопасной и удобной в обращении.
-
Функциональное улучшение: значительно снижает коэффициент трения. Для скользящих компонентов это может эффективно удвоить срок службы.
-
Основа для дальнейшего покрытия: гладкая поверхность необходима для PVD-покрытия, анодирования или лазерной гравировки. Без надлежащей полировки любой поверхностный дефект будет усилен.

Распространенные материалы для полировки металлических деталей, изготовленных методом литья под давлением
-
Нержавеющая сталь (более 60% рынка):
-
316L: незаменимый материал для медицинских имплантатов и корпусов наушников TWS. Полировка создает стойкий зеркальный блеск и способствует образованию пассивного слоя Cr₂O₃ для борьбы с коррозией.
-
17-4PH: высокопрочный материал (HRC 40–44), используемый в аэрокосмических соединителях и пряжках для часов. Полировка может снизить трение на 25%.
-
-
Инструментальные стали и высокопрочные сплавы: например, быстрорежущая сталь M2. В данном случае полировка сосредоточена на сопрягаемых поверхностях для обеспечения плавной механической работы.
-
Титановые сплавы (Ti-6Al-4V): имеют решающее значение для зубных имплантатов и лопаток турбин. Химическая или электролитическая полировка обеспечивает стерильную, биосовместимую поверхность с Ra 0,2 мкм.
Виды полировки металлических деталей, изготовленных методом литья под давлением
Механическая полировка: прецизионная зеркальная отделка
- Основные преимущества: превосходный блеск и точный локальный контроль. Практические испытания показывают, что компоненты MIM из нержавеющей стали 316L могут обеспечить 300-процентное увеличение отражательной способности света, обеспечивая идеальную основу для PVD-покрытия из розового золота.
- Технические ограничения: Процесс требует высококвалифицированных специалистов и менее эффективен для сложных внутренних полостей или глухих отверстий. Кроме того, высокая трудоемкость может повлиять на экономическую эффективность мелкосерийного производства.

Электрополировка: высокообъемная обработка для сложных геометрических форм
- Основные преимущества: Включают полную однородность поверхности на внешних гранях, внутренних резьбах и отверстиях, с высокой степенью автоматизации с помощью обработки в погружных ваннах, обрабатывающих 100 000 деталей за партию. Заводская проверка деталей 17-4PH увеличивает солестойкость с 48 до 168 часов.
- Технические ограничения: Материал-специфический (только нержавеющая сталь/титан), обработка токсичного электролита требует экологической сертификации, а инвестиции в оборудование составляют около 70 000 долларов США.
Абразивно-струйная обработка (AFM): Улучшение внутренней геометрии
- Основные преимущества: Оптимален для сложных проточных каналов и поперечных отверстий — например, для внутренних частей колес Меканума. Авиационные испытания показывают, что сопла MIM из Ti-6Al-4V после AFM обеспечивают снижение сопротивления жидкости на 22% и увеличение срока службы на 35%.
- Технические ограничения: Дороговизна (2-7 долларов за деталь), сверхчувствительные параметры (вязкость, давление, температура) и длительное время настройки.
Вибрационная/галтовочная обработка: экономичное массовое удаление заусенцев
- Основные преимущества: Исключительная экономическая эффективность, стоимость обработки от 0,03 до 0,12 доллара США за деталь. Процесс обеспечивает высокую производительность, позволяя обрабатывать партии объемом до 50 кг в течение 24-часовой смены. Промышленные исследования в области бытовой электроники показывают, что кронштейны из нержавеющей стали для наушников TWS достигают 99,8% удаления заусенцев, что делает их полностью готовыми к сборке.
- Технические ограничения: Этот метод не позволяет получить истинно зеркальную поверхность; для компонентов, требующих высокоточных эстетических поверхностей, необходима последующая ручная полировка.
Магнитная полировка: высокоэффективная прецизионная очистка
- Основные преимущества: бесконтактная, не вызывающая напряжений отделка, идеально подходящая для закаленных деталей 17-4PH с твердостью HRC>40, обработка 5000 деталей в час. Медицинское подтверждение: сердечно-сосудистые стенты соответствуют стандартам хирургических чистых помещений с нулевым остаточным содержанием частиц.
- Технические ограничения: Только легкая доработка и очистка — для сильно шероховатых поверхностей сначала требуется вибрационная предварительная обработка.
Полировка деталей, изготовленных методом литья под давлением: поиск и устранение неисправностей
| Дефект | Основная причина | Немедленное решение | Профилактическая мера |
| Эффект «апельсиновой корки» | Чрезмерное давление; низкая плотность спекания. | Уменьшить до 2N; перешлифовать зернистостью 400; оптимизировать спекание. | Проверить плотность после спекания >97%. |
| Остаточные царапины | Пропуск этапов шлифовки; загрязнение среды. | Повторить последовательность шлифовки от 100 до 3000 грит; использовать ультразвуковую очистку. | Строгий план от грубой до тонкой обработки. |
| Пожелтение поверхности | Окисление после полировки; отсутствие пассивации. | 20-минутная электрополировка для образования пленки Cr₂O₃. | Пассивировать в течение 4 часов после полировки. |
| Неоднородность поверхности | Изменение твердости; следы связующего. | Отжиг (650°C/2ч); классифицировать партии по твердости. | Контроль твердости партии. |
| Внутренние мертвые зоны | Недоступная геометрия. | Комбинировать AFM (абразивно-струйную обработку) и магнитную полировку. | Проектировать формы с доступом для полировки. |
| Помутнение зеркала | Деградация алмазной пасты; высокая влажность. | Заменить пастой W0,5; поддерживать влажность <60%. | Герметичное хранение; еженедельные проверки. |
Секреты безупречной отделки компонентов MIM
Полировка деталей, изготовленных методом литья металлов под давлением, против полировки деталей с ЧПУ
Основное различие между полировкой MIM и полировкой деталей с ЧПУ заключается в состоянии основного материала и сложности обработки.
| Сравнение | Полировка MIM | Полировка ЧПУ |
|---|---|---|
| Базовое состояние | Пористая спеченная поверхность (Ra 0,8–1,6 мкм) | Обработанная чистая поверхность (Ra 0,4–0,8 мкм) |
| Сложность обработки | Высокая (очистка пор + следы от удаления связующего) | Низкая (хорошая базовая поверхность) |
| Сложность зеркальной полировки | Средняя (требует предварительной обработки + многостадийность) | Низкая (прямая тонкая полировка) |
| Стоимость партии | Преимущество вибрационной обработки (0,07–0,28 долл./деталь) | Высокая за штуку (0,42–1,12 долл./деталь) |
| Оптимальный объем | Средний-высокий объем (>1 тыс. деталей) | Низкий объем (<500 деталей) |
Почему XY-GLOBAL — лучший выбор: ваш универсальный партнер по прецизионной обработке
Часто задаваемые вопросы по полировке деталей, изготовленных методом литья металлов под давлением (MIM):
1. Могут ли детали MIM достичь «зеркальной полировки»?
2. Влияет ли полировка на точность размеров деталей MIM?
3. Какие вторичные обработки поверхности доступны после полировки?
-
Премиальная эстетика: Полировка + PVD-покрытие (TiN-золото, DLC или розовое золото).
-
Декоративный блеск: Полировка + никель-хромовое гальваническое покрытие.
-
Функциональные компоненты: Вибрационная полировка + лазерная гравировка.
-
Коррозионная стойкость: Электрополировка + пассивация (необходимо для 316L/17-4PH).
4. Как я могу снизить затраты на полировку для крупносерийных заказов MIM?
-
Оптимизация спекания: Обеспечьте наилучшую возможную "как-спеченную" поверхность, чтобы сократить время, необходимое для полировки в вибрационной машине.
-
Пакетная обработка: Используйте центробежную или вибрационную обработку для массового производства вместо ручного труда.
-
Проектирование для финишной обработки: Избегайте глубоких узких углублений или острых внутренних углов, которые труднодоступны для полировальных сред.












Делиться:
Применение литья керамики под давлением: Полное руководство по промышленным решениям
Как MIM может сократить производственные затраты на сложные детали