¿Qué es el pulido por moldeo de inyección de metal?
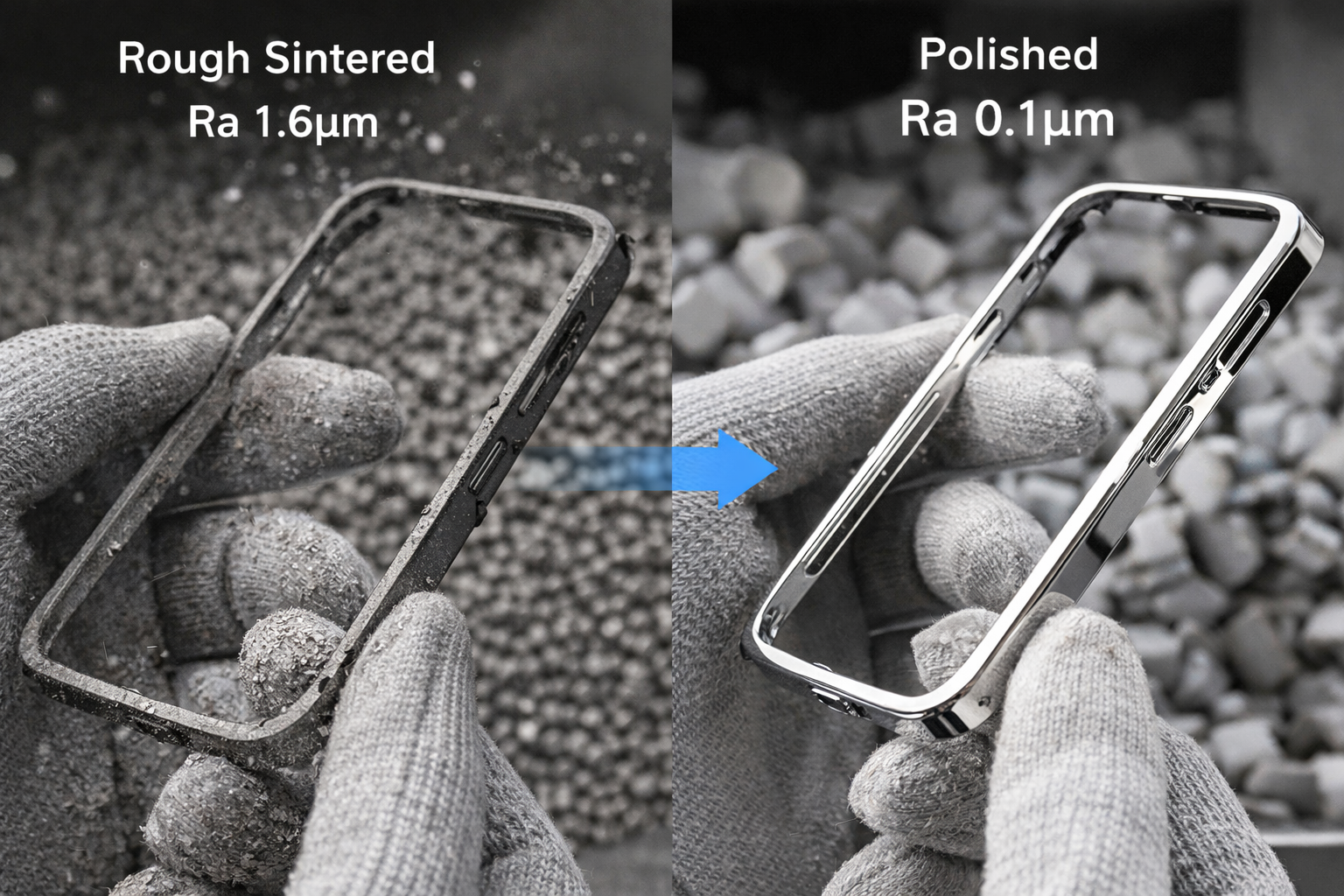
El moldeo por inyección de metal (MIM) es un proceso multietapa que va desde la preparación de la materia prima y el moldeo por inyección hasta el desaglomerado y la sinterización, seguido de el post-procesamiento. El pulido por moldeo por inyección de metal se realiza justo después de la sinterización. Es una etapa de acabado secundaria diseñada para eliminar los poros microscópicos y las picaduras de contracción que deja el horno. En pocas palabras, mientras el moldeo da forma a la pieza, el pulido le da alma, convirtiendo un "componente de ingeniería" en una obra maestra "de consumo".
Según datos internos de fábricas líderes, más del 80% de las piezas MIM se someten a algún tipo de pulido, especialmente en los sectores de la electrónica 3C, la relojería y la medicina, donde la más mínima imperfección es inaceptable.
¿Por qué es esencial el pulido para las piezas MIM?
-
Mejora visual y táctil: Elimina las picaduras, las marcas de herramientas y los bordes afilados, haciendo que la pieza sea más segura y cómoda de manipular.
-
Mejora funcional: Reduce drásticamente el coeficiente de fricción. Para los componentes deslizantes, esto puede duplicar eficazmente la vida útil.
-
Una base para recubrimientos posteriores: Una superficie lisa es esencial para el recubrimiento PVD, el anodizado o el grabado láser. Sin un pulido adecuado, cualquier defecto superficial se amplificará.

Materiales comunes para el pulido por moldeo por inyección de metal
-
Acero inoxidable (más del 60% del mercado):
-
316L: El preferido para implantes médicos y estuches de auriculares TWS. El pulido crea un brillo de espejo duradero y ayuda a formar una capa de pasivación de Cr₂O₃ para combatir la corrosión.
-
17-4PH: Un potente material de alta dureza (HRC 40-44) utilizado en conectores aeroespaciales y hebillas de relojes. El pulido puede reducir la fricción en un 25%.
-
-
Aceros para herramientas y aleaciones de alta dureza: Como el acero rápido M2. Aquí, el pulido se centra en las superficies de contacto para garantizar un funcionamiento mecánico suave.
-
Aleaciones de titanio (Ti-6Al-4V): Cruciales para implantes dentales y álabes de turbina. El pulido químico o electrolítico garantiza una superficie estéril y biocompatible a Ra 0,2 μm.
Tipos de pulido por moldeo de inyección de metal
Pulido mecánico: el acabado espejo de precisión
- Ventajas clave: Brillo superior y control localizado preciso. Las pruebas prácticas indican que los componentes MIM de acero inoxidable 316L pueden lograr un aumento del 300% en la reflectividad de la luz, proporcionando un sustrato ideal para el recubrimiento de PVD de oro rosa.
- Limitaciones técnicas: El proceso requiere técnicos altamente cualificados y es menos eficaz para cavidades internas complejas o agujeros ciegos. Además, la alta intensidad de mano de obra puede afectar la rentabilidad de la producción de lotes pequeños.

Electropulido: Acabado de gran volumen para geometrías complejas
- Ventajas clave: Incluyen uniformidad total de la superficie en caras externas, roscas internas y orificios, con alta automatización mediante procesamiento por inmersión que maneja 100 000 piezas por lote. La validación de fábrica en piezas 17-4PH extiende la resistencia a la niebla salina de 48 a 168 horas.
- Limitaciones técnicas: Específico del material (solo acero inoxidable/titanio), el manejo de electrolitos tóxicos requiere certificación ambiental, e inversión en equipos alrededor de $70K USD.
Mecanizado por flujo abrasivo (AFM): Refinamiento de la geometría interna
- Ventajas clave: Navega por trayectorias de flujo tortuosas y orificios perforados transversalmente; piense en el interior de las ruedas Mecanum. Las pruebas de aviación muestran que las boquillas MIM de Ti-6Al-4V obtienen una reducción del 22% en la resistencia al fluido y una mejora del 35% en la vida útil por fatiga después de AFM.
- Limitaciones técnicas: Costoso (2-7 $/pieza), parámetros ultrasensibles (viscosidad, presión, temperatura) y largos tiempos de preparación.
Acabado vibratorio/de barril: Desbarbado masivo rentable
- Ventajas clave: Excepcional rentabilidad, con costos de procesamiento que oscilan entre $0.03 y $0.12 por pieza. El proceso admite un alto rendimiento, capaz de manejar lotes de 50 kg en turnos de 24 horas. Estudios de casos industriales en electrónica de consumo muestran que los soportes de acero inoxidable para auriculares TWS logran una eliminación del 99.8% de las rebabas, lo que los hace completamente listos para el montaje.
- Limitaciones técnicas: Este método no puede producir un verdadero acabado de espejo; los componentes que requieren superficies estéticas de alta precisión necesitan un pulido manual posterior.
Pulido magnético: limpieza de precisión de alta eficiencia
- Ventajas clave: Acabado sin contacto y sin estrés, perfecto para piezas 17-4PH endurecidas con HRC>40, procesando 5,000 piezas/hora. Validación médica: los stents cardiovasculares alcanzan los estándares de sala limpia quirúrgica con cero partículas residuales.
- Limitaciones técnicas: Solo refinamiento ligero y limpieza; las superficies rugosas pesadas necesitan un preprocesamiento vibratorio primero.
Pulido por moldeo de inyección de metal: solución de problemas y soluciones
| Defecto | Causa principal | Solución inmediata | Medida preventiva |
| Piel de naranja | Presión excesiva; baja densidad sinterizada. | Reducir a 2N; volver a esmerilar con grano 400; optimizar la sinterización. | Verificar la densidad post-sinterizado >97%. |
| Arañazos residuales | Saltos de etapas de grano; contaminación del medio. | Reiniciar la secuencia de granos de 100 a 3000; usar limpieza ultrasónica. | Hoja de ruta estricta de grueso a fino. |
| Amarilleamiento superficial | Oxidación post-pulido; sin pasivación. | Electropulido de 20 min para formar película de Cr₂O₃. | Pasivar dentro de las 4 horas posteriores al pulido. |
| Inconsistencia superficial | Variación de dureza; trazas de aglutinante. | Recocido (650°C/2h); categorizar lotes por dureza. | Control de consistencia de dureza por lotes. |
| Zonas muertas internas | Geometría inaccesible. | Combinar AFM (flujo abrasivo) y pulido magnético. | Diseñar moldes con acceso para pulido. |
| Enturbiamiento de espejo | Pasta de diamante degradada; alta humedad. | Reemplazar con pasta W0.5; mantener la humedad <60%. | Almacenamiento hermético; inspecciones semanales. |
Secretos para un acabado impecable en componentes MIM
Pulido por moldeo de inyección de metal vs. pulido de piezas CNC
La diferencia fundamental entre el pulido MIM y el pulido de piezas CNC reside en la condición del material base y la dificultad de procesamiento.
| Comparación | Pulido MIM | Pulido CNC |
|---|---|---|
| Condición base | Superficie sinterizada porosa (Ra 0.8-1.6μm) | Superficie limpia mecanizada (Ra 0.4-0.8μm) |
| Dificultad de procesamiento | Alta (limpieza de poros + marcas de desaglomerado) | Baja (buena superficie base) |
| Dificultad del acabado espejo | Media (requiere pretratamiento + multietapa) | Fácil (pulido fino directo) |
| Costo por lote | Ventaja vibratoria ($0.07-0.28/pieza) | Alto por pieza ($0.42-1.12/pieza) |
| Volumen óptimo | Volumen medio-alto (>1K piezas) | Volumen bajo (<500 piezas) |
Por qué XY-GLOBAL es el mejor: su socio de precisión integral
Preguntas frecuentes sobre el pulido de moldeo por inyección de metal (MIM):
1. ¿Pueden las piezas MIM lograr un "acabado espejo"?
2. ¿Afecta el pulido a la precisión dimensional de las piezas MIM?
3. ¿Qué tratamientos de superficie secundarios están disponibles después del pulido?
-
Estética premium: Pulido + Recubrimiento PVD (TiN dorado, DLC o oro rosa).
-
Brillo decorativo: Pulido + Galvanizado de níquel-cromo.
-
Componentes funcionales: Pulido vibratorio + Grabado láser.
-
Resistencia a la corrosión: Electropulido + Pasivación (esencial para 316L/17-4PH).
4. ¿Cómo puedo reducir los costes de pulido para pedidos MIM de gran volumen?
-
Optimizar la sinterización: Asegure el mejor acabado "tal como está sinterizado" posible para reducir el tiempo necesario en el vibrador de pulido.
-
Procesamiento por lotes: Utilice el acabado centrífugo o vibratorio para la producción en masa en lugar de la mano de obra manual.
-
Diseño para el acabado: Evite huecos estrechos y profundos o esquinas internas afiladas que sean difíciles de alcanzar para los medios de pulido.












Compartir:
Aplicación de moldeo por inyección de cerámica: una guía completa de soluciones industriales
Cómo MIM puede reducir el costo de fabricación de piezas complejas