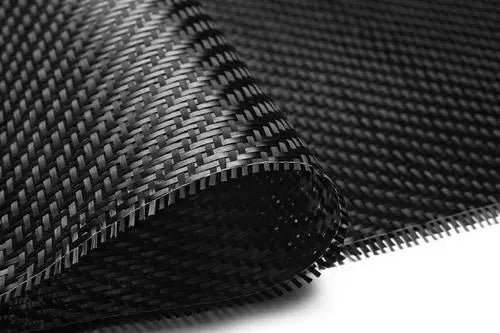
Композиты из углеродного волокна состоят из двух частей: фазы армирования и фазы матрицы. Фаза матрицы играет роль передачи напряжения. Это, как правило, металл, керамика, полимер смолы и т. д. В большинстве случаев композиты из углеродного волокна в основном используют термореактивную эпоксидную смолу в качестве матрицы. Фаза армирования имеет форму непрерывного волокна, длинного волокна (<30 мм), короткого волокна (<6 мм), нитевидных кристаллов (микро-наноуровень) и т. д. Ее основная функция - нести нагрузку. В большинстве случаев используется непрерывное волокно. Непрерывное волокно имеет форму цельного волокна. Среди всех композитов из углеродного волокна механические свойства композитов с использованием эпоксидной смолы, армированной непрерывным волокном, являются самыми высокими. Например, прочность на однонаправленное растяжение композита из углеродного волокна обычного класса T300 составляет около 1700 МПа, что широко используется в несущих конструкционных деталях в военной промышленности, аэрокосмической и других областях. 
В настоящее время композиты из углеродного волокна на рынке в основном изготавливаются из препрега из углеродного волокна. Препрег должен сначала расположить углеродные волокна в одном направлении, а затем использовать метод пропитки смолой для преобразования углеродных волокон в листы. Длинное волокно или короткое волокно относится к процессу измельчения непрерывного углеродного волокна на короткие нити определенной длины, а затем смешивания короткого волокна со смолой или термопластичным пластиком (CFRTP) в определенном соотношении и формирования эффективной связи между волокном и матричной смолой с помощью некоторых технологических методов, чтобы синтезировать термопластичные композиционные материалы из углеродного волокна.

В зависимости от различных форм углеродного волокна и свойств материала матрицы, эксплуатационные характеристики композитных материалов из углеродного волокна также сильно различаются. Процесс производства определяется морфологией волокна и типом смолы. Вы можете выбрать различные методы, такие как ручная выкладка, намотка, вакуумный автоклав, реакционное литье под давлением, литье под давлением смолы, литье под давлением гранул CFRTP для синтеза композитных изделий из углеродного волокна.
Композитные материалы из эпоксидной смолы, армированные непрерывным углеродным волокном, в основном производятся методами формования, ручной выкладки, намотки и вакуумного автоклавирования. Например, общий рабочий процесс ручной выкладки заключается в том, чтобы сначала положить разделительную бумагу на форму, нанести гелькоут, вырезать армирующий материал в форме, требуемой дизайном, аккуратно выложить его, а затем нанести подготовленную смолу; использовать ручные ролики для удаления пузырьков и, наконец, затвердевания и формирования. Метод ручной выкладки - это ручной рабочий метод, разработанный на основе технологии формования FRP.

Метод намотки Метод намотки широко используется при производстве высококачественных сосудов высокого давления для труб и различных оболочек. В основном он использует намоточные станки с ЧПУ для обработки непрерывных углеродных волокон на сердечнике формы. Метод намотки можно разделить на две категории: мокрая намотка и сухая намотка. Мокрая намотка заключается в том, чтобы сначала пропитать волокно подготовленным раствором смолы на производственной площадке, а затем намотать его. Сухая намотка заключается в использовании пряжи препрега B-стадии для намотки. Как правило, схема намотки разрабатывается в соответствии с требованиями к производительности продукта. Формование намоткой является широко используемым методом формования, который также подходит только для композитных материалов с термореактивной смолой в качестве матрицы.
Инжекционное формование гранул CFRTP обычно относится к индустрии модификации пластика, которая заключается в диспергировании порошка углеродного волокна в термопластичные пластики, такие как PP, PC, PA, PEEK и т. д. Доля порошка углеродного волокна составляет около 5%-30%, что может улучшить механические свойства пластика. Благодаря простоте процесса, удобству производства, низкой стоимости и прочности, которая обычно не превышает 150 МПа в зависимости от пластика, он широко используется в различных промышленных приборах и электрических корпусах.
Поэтому углеродное волокно имеет различные формы и процессы производства, а его конечные механические свойства также весьма различны. Прочность непрерывных углеродных волокнистых композитных материалов, полученных методом компрессионного формования, примерно в десять раз выше, чем у литья под давлением.
发送反馈侧边栏历史记录已保存










Делиться:
Технология вакуумного спекания карбида
Калибровка в порошковой металлургии: обеспечение чистой формы деталей