
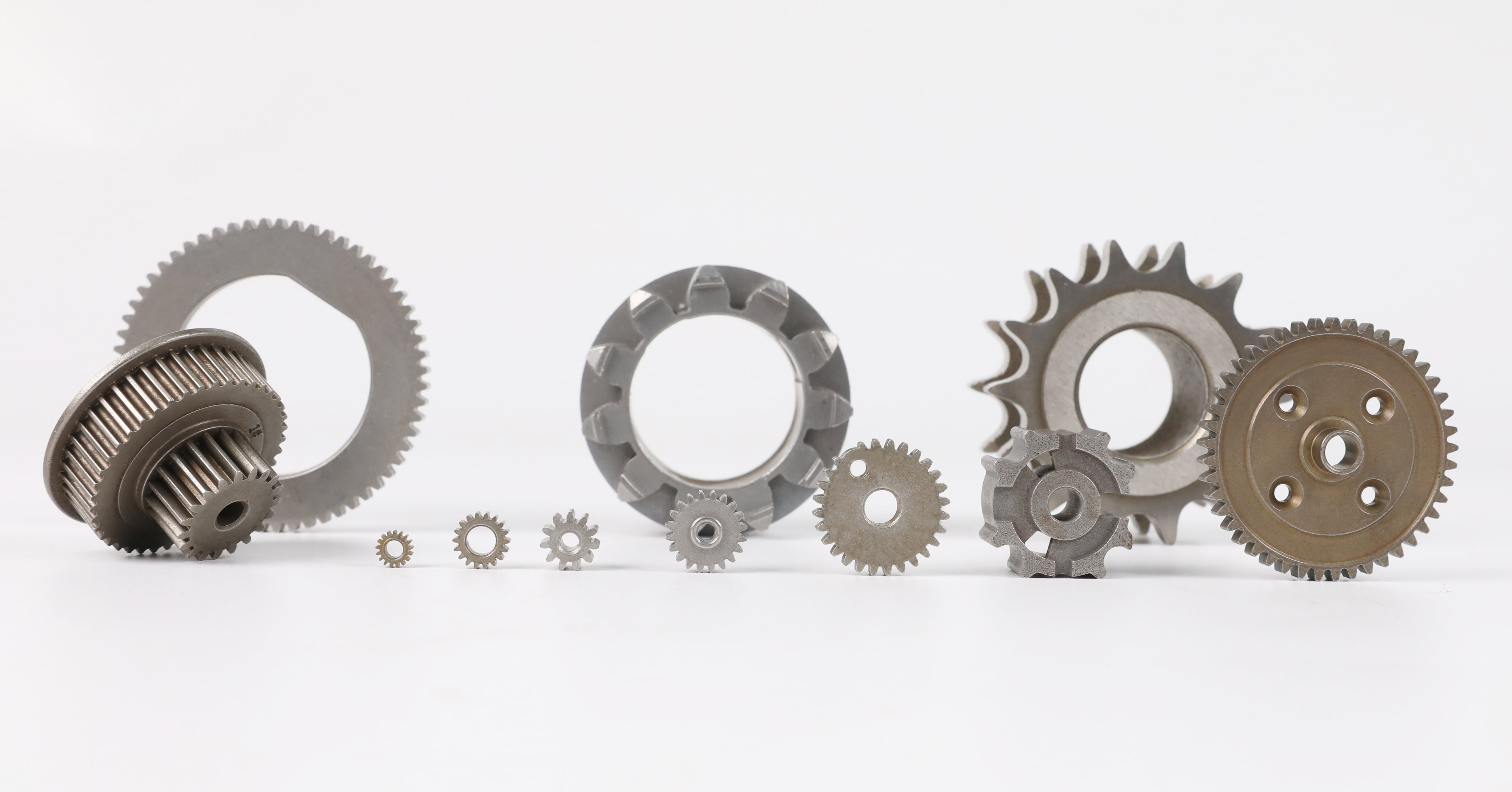
В настоящее время порошковая металлургия все чаще применяется в машиностроительной промышленности. Технология порошковой металлургии нержавеющей стали может использоваться для непосредственного изготовления пористых, полуплотных или полностью плотных материалов и изделий. Порошковая металлургия нержавеющей стали обладает уникальными механическими и физическими свойствами, которые невозможно получить традиционными методами плавки и литья.

Основной процесс обработки порошковой металлургии нержавеющей стали Обработка порошковой металлургии нержавеющей стали в основном использует порошок нержавеющей стали в качестве сырья для обработки, и спекается и очищается методом формования. При обработке порошковой металлургии нержавеющей стали основной поток обработки: смешивание порошка-прессование-спекание-отделка-постобработка. Постобработка также включает в себя множество содержаний, таких как погружение в масло, упаковка, механическая обработка и т. д. Этот поток обработки заключается в том, чтобы сначала смешать подготовленный порошок нержавеющей стали, чтобы получить смешанный порошок высокой чистоты, поместить порошок в форму, спрессовать его в форму под определенным давлением, а затем поместить прессованный зеленый лист в печь для спекания с контролируемой атмосферой, спекать его при температуре ниже температуры плавления основного материала, так что частицы порошка изменяются под действием высокотемпературной обработки, образуя металлургическую связь. Давайте познакомимся с процессом обработки порошковой металлургии нержавеющей стали шаг за шагом.
1. Смешивание:
Смешайте порошок нержавеющей стали с добавками, перемешивайте в соответствии с требуемым временем до образования высокочистой смешанной пудры.
2. Формирование:
Прессовать в соответствии с размерами, структурой, формой и чертежами формы для изготовления твердосплавной формы, затем установить машину для испытания формы и испытать образец. Цикл проектирования и производства формы составляет одну неделю.
3. Обезжиривание:
Температура обезжиривания контролируется на уровне 800 градусов, а для обезжиривания используется вакуумная колпаковая печь или сетчатая конвейерная печь. Целью является удаление добавленной смазки.
4. Спекание:
В обработке порошковой металлургии нержавеющей стали спекание является ключевым процессом. Конечные физико-механические свойства, требуемые прессовке после формования, достигаются спеканием. Спекание подразделяется на спекание единичной системы и спекание многокомпонентной системы. В реальном производстве для твердофазного спекания единичной системы и многокомпонентной системы температура спекания ниже температуры плавления используемого металла и сплава.
5. Последующее лечение:
Последующая обработка после спекания может быть выполнена различными способами в соответствии с различными требованиями к продукту. Например, в реальном производстве обычно используются отделка, масляная иммерсия, механическая обработка, термическая обработка и гальванопокрытие. Кроме того, в последние годы появились некоторые новые процессы, такие как прокатка, ковка и т. д. Эти процессы также могут применяться для обработки материалов порошковой металлургии после спекания для получения более идеальных эффектов обработки.










Делиться:
Преимущества и недостатки литья под давлением металлов по технологии MIM по сравнению с традиционной технологией обработки
Причины пропитки изделий порошковой металлургии