
Спекание — это процесс нагрева материала, близкого к температуре его плавления, без возможности его разжижения, обычно с целью склеивания частиц металла для достижения желаемых механических свойств. Спекание, распространенная часть процесса литья под давлением металла (MIM) , позволяет атомам материала диффундировать через его границы, заставляя их сливаться вместе и создавать единое целое. Это особенно распространено для обработки металлов с высокими температурами плавления, таких как молибден и вольфрам, поскольку для этого не требуется фактическое плавление материала.
Здесь мы рассмотрим спекание в процессе литья металла под давлением (MIM), а также то, чем оно отличается от спекания в традиционных металлургических процессах.
Обзор спекания в MIM
Связующими веществами, используемыми при спекании, обычно являются полимеры, такие как воск и полипропилен, которые смешиваются с металлическим порошком с образованием сырья.
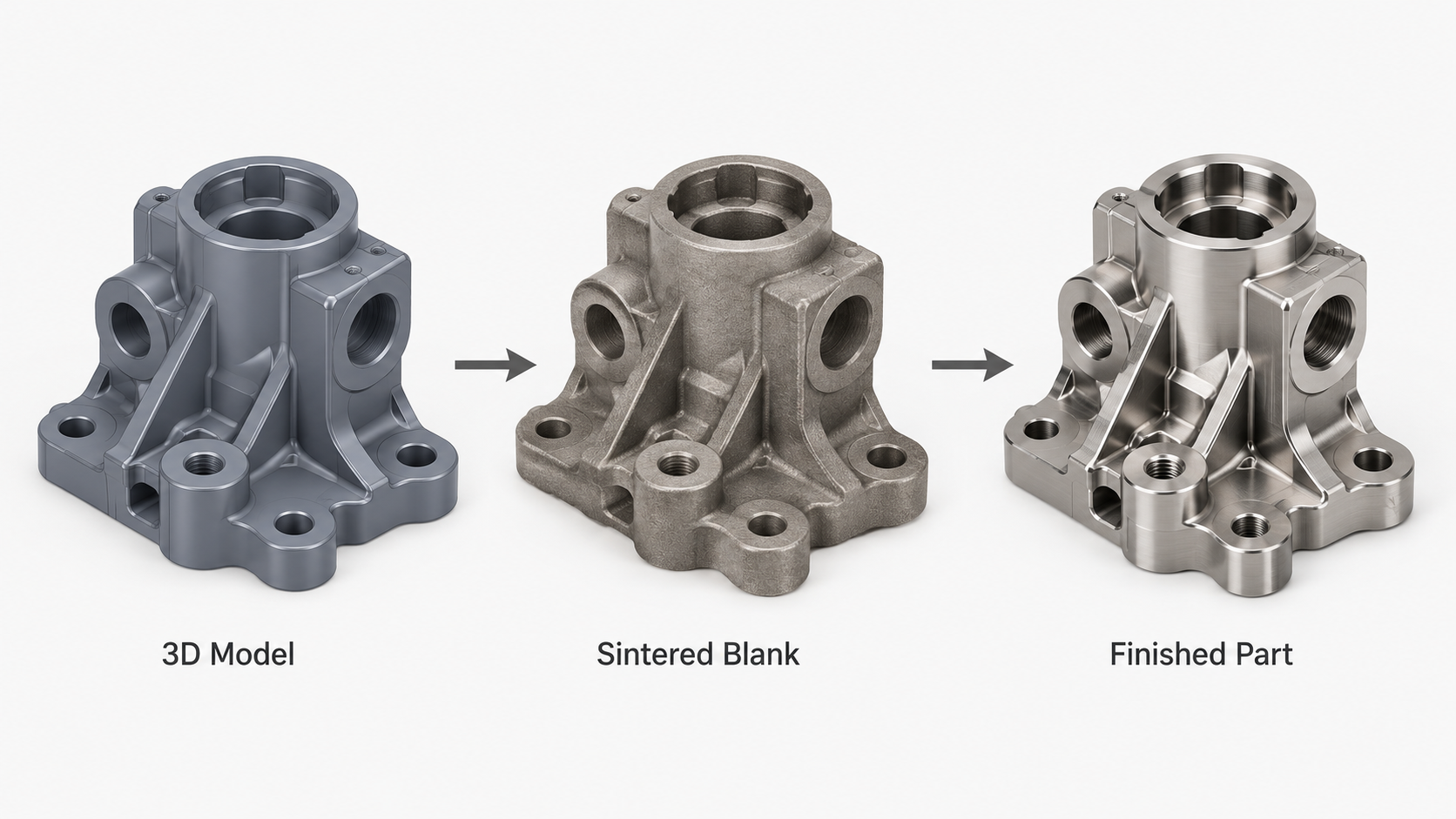
Во время процесса MIM к исходному сырью применяется тепло, разжижающее связующее, которое переносит порошковый металлический материал в форму. После заполнения полости материалом форму охлаждают для затвердевания связующего вещества и порошкового металлического материала. Затем форма открывается и высвобождает компонент – на этом этапе деталь считается «необработанной деталью».
Такие методы, как каталитические процессы, растворители и нагревание, удаляют связующие, в результате чего образуется хрупкий пористый материал, известный теперь как коричневые детали. Затем детали спекаются в защитной атмосфере, чтобы предотвратить нежелательные химические реакции.
В MIM часто используется жидкофазное спекание, которое вызывает частичное плавление металла. После затвердевания конечный продукт имеет механические и физические свойства, сравнимые с деталями, изготовленными с использованием традиционных методов обработки металла.
Как спекание улучшает деталь?
Кованые металлы могут иметь разные механические свойства в зависимости от того, испытываются ли они в направлении прокатки или поперек направления прокатки. МИМ не включает в себя этот процесс, поэтому его части обычно имеют одинаковые свойства во всех направлениях. Отсутствие направленности свойств также обусловлено однородностью микроструктуры металла.
Увеличьте свое производство с помощью литья металлов под давлением
Как видите, спеченные детали MIM имеют высокую повторяемость и сохраняют свойства, аналогичные свойствам их традиционно изготовленных аналогов.
Думаете, что MIM может быть хорошим вариантом для вашего производства, и хотите узнать больше? Посетите нашу страницу ресурса.











Делиться:
Какая технология производства металлических деталей лучше: литье по выплавляемым моделям или литье по выплавляемым моделям?
Преимущества Mim для изготовления металлов на заказ